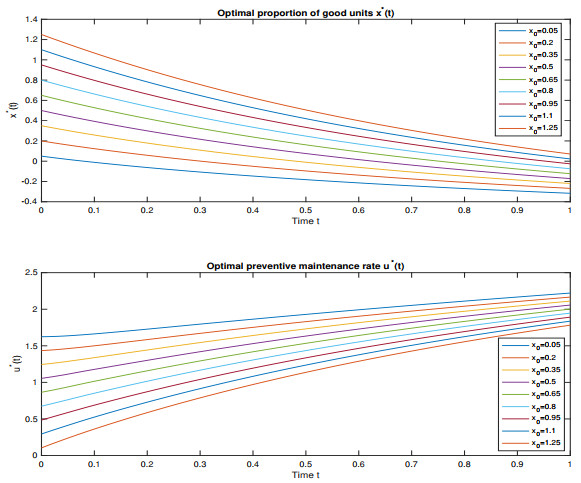
Using an optimal control framework, the optimization of production and maintenance processes is investigated in this paper. We focused on analyzing system behavior, managing costs, and controlling quality. Differential equations are utilized to model the relationship between inventory level, production, and maintenance strategies. A cost function is built combining different cost elements, and the optimal production and maintenance rates were obtained. A sensitivity analysis is performed to assess the impact of different parameters on the total cost and on the optimal solution. The key findings demonstrated that higher initial inventory levels significantly decreased long-term costs and improved production efficiency. The optimal preventive maintenance strategy emphasized the importance of early investments in quality and maintenance, leading to sustained operational stability.
Citation: Messaoud Bounkhel, Lotfi Tadj. Optimal control of production and maintenance: A cost-efficient approach through inventory and preventive strategies[J]. Electronic Research Archive, 2025, 33(1): 277-293. doi: 10.3934/era.2025015
Using an optimal control framework, the optimization of production and maintenance processes is investigated in this paper. We focused on analyzing system behavior, managing costs, and controlling quality. Differential equations are utilized to model the relationship between inventory level, production, and maintenance strategies. A cost function is built combining different cost elements, and the optimal production and maintenance rates were obtained. A sensitivity analysis is performed to assess the impact of different parameters on the total cost and on the optimal solution. The key findings demonstrated that higher initial inventory levels significantly decreased long-term costs and improved production efficiency. The optimal preventive maintenance strategy emphasized the importance of early investments in quality and maintenance, leading to sustained operational stability.

| [1] | M. Ben-Daya, M. A. Rahim, Integrated production, quality & maintenance models: An Overview, in Integrated Models in Production Planning, Inventory, Quality, and Maintenance, (eds. M. A. Rahim and M. Ben-Daya), Springer, Boston, 2012. https://doi.org/10.1007/978-1-4615-1635-4_1 |
| [2] |
A. Van Horenbeek, J. Buré, D. Cattrysse, L. Pintelon, P. Vansteenwegen, Joint maintenance and inventory optimization systems: A review, Int. J. Prod. Econ., 143 (2013), 499–508. https://doi.org/10.1016/j.ijpe.2012.04.001 doi: 10.1016/j.ijpe.2012.04.001

|
| [3] |
D. I. Cho, P. L. Abad, M. Parlar, Optimal production and maintenance decisions when a system experience age-dependent deterioration, Optim. Control. Appl. Methods, 14 (1993), 153–167. https://doi.org/10.1002/oca.4660140302 doi: 10.1002/oca.4660140302
|
| [4] | H. Maurer, J. H. R. Kimr, G. Vossen, On a state-constrained control problem in optimal production and maintenance, in Optimal Control and Dynamic Games-Applications in Finance, Management Science and Economics, (eds. C. Deissenberg and R. F. Hartl), Springer, Boston, 7 (2005). https://doi.org/10.1007/0-387-25805-1_17 |
| [5] |
F. A. Bukhari, Adaptive control of a production and maintenance system with unknown deterioration and obsolescence rates, Int. J. Math. Sci. Appl., 1 (2012), 1273–1282. https://doi.org/10.4236/am.2011.29162 doi: 10.4236/am.2011.29162
|
| [6] | F. A. Bukhari, A. El-Gohary, Optimal control of a production-maintenance system with deteriorating items, J. King Saud Univ. Sci. 24 (2012), 351–357. https://doi.org/10.1016/j.jksus.2011.08.001 |
| [7] |
S. Li, Optimal control of production-maintenance system with deteriorating items, emission tax and pollution R&D investment, Int. J. Prod. Res., 52 (2014), 1787–1807. https://doi.org/10.1080/00207543.2013.848486 doi: 10.1080/00207543.2013.848486
|
| [8] |
M. Bakker, J. Riezebos, R. H. Teunter, Review of inventory systems with deterioration since 2001, Eur. J. Oper. Res., 221 (2012), 275–284. https://doi.org/10.1016/j.ejor.2012.03.004 doi: 10.1016/j.ejor.2012.03.004
|
| [9] |
L. Janssen, T. Claus, J. Sauer, Literature review of deteriorating inventory models by key topics from 2012 to 2015, Int. J. Prod. Econ., 182 (2016), 86–112. https://doi.org/10.1016/j.ijpe.2016.08.019 doi: 10.1016/j.ijpe.2016.08.019
|
| [10] |
S. K. Goyal, B. C. Giri, Recent trends in modeling of deteriorating inventory, Eur. J. Oper. Res., 134 (2001), 1–16. https://doi.org/10.1016/S0377-2217(00)00248-4 doi: 10.1016/S0377-2217(00)00248-4
|
| [11] |
F. Raafat, Survey of literature on continuously deteriorating inventory models, J. Oper. Res. Soc., 42 (1991), 27–37. https://doi.org/10.2307/2582993 doi: 10.2307/2582993
|
| [12] |
V. Chaudhary, R. Kulshrestha, S. Routroy, State-of-the-art literature review on inventory models for perishable products, J. Adv. Manage. Res., 15 (2018), 306–346. https://doi.org/10.1108/JAMR-09-2017-0091 doi: 10.1108/JAMR-09-2017-0091
|
| [13] | J. Kaushik, Development of inventory models for deteriorating items considering uniform, price, and time-dependent demand-A review, Adv. Appl. Math. Sci., 21 (2022), 4083–4096. |
| [14] |
R. Li, H. Lan, J. R. Mawhinney, A review on deteriorating inventory study, J. Serv. Sci. Manage., 3 (2010), 117–129. https://doi.org/10.4236/jssm.2010.31015 doi: 10.4236/jssm.2010.31015
|
| [15] | I. Z. Karaesmen, A. Scheller-Wolf, B. Deniz, Managing perishable and aging inventories: Review and future research directions, in Planning Production and Inventories in the Extended Enterprise. International Series in Operations Research & Management Science, (eds. K. Kempf, P. Keskinocak and R. Uzsoy), Springer, New York, 151 (2011). https://doi.org/10.1007/978-1-4419-6485-4_15 |
| [16] |
J. Pahl, S. Vo$ß$, Integrating deterioration and lifetime constraints in production and supply chain planning: A survey, Eur. J. Oper. Res., 238 (2014), 654–674. https://doi.org/https://doi.org/10.1016/j.ejor.2014.01.060 doi: 10.1016/j.ejor.2014.01.060
|
| [17] |
S. Nahmias, Perishable inventory theory: A review, Oper. Res., 30 (1982), 680–708. https://doi.org/10.1287/opre.30.4.680 doi: 10.1287/opre.30.4.680
|
| [18] | R. Sharan, S. A. Sayyed, Review of mathematical approaches on deteriorating inventory models, Afr. Diaspora J. Math., 25 (2022), 47–59. |
Figures(5) / Tables(3)
Messaoud Bounkhel, Lotfi Tadj. Optimal control of production and maintenance: A cost-efficient approach through inventory and preventive strategies[J]. Electronic Research Archive, 2025, 33(1): 277-293. doi: 10.3934/era.2025015






 DownLoad:
DownLoad: