Citation: Ma Jun, Han Xinyu, Xu Qian, Chen Shiyou, Zhao Wenbo, Li Xiaoke. Reliability-based EDM process parameter optimization using kriging model and sequential sampling[J]. Mathematical Biosciences and Engineering, 2019, 16(6): 7421-7432. doi: 10.3934/mbe.2019371

| [1] | R. Ramakrishnan and L. Karunamoorthy, Multi response optimization of wire EDM operations using robust design of experiments, Int. J. Adv. Manuf. Tech., 29 (2006), 105–112. |
| [2] | A. Mandal, A. R. Dixit, S. Chattopadhyaya, et al., Improvement of surface integrity of Nimonic C 263 super alloy produced by WEDM through various post processing techniques, Int. J. Adv. Manuf. Tech., 93 (2017), 433–443. |
| [3] | G. Rajyalakshmi and P. V. Ramaiah, Multiple process parameter optimization of wire electrical discharge machining on inconel 825 using taguchi grey relational analysis, Int. J. Adv. Manuf. Tech., 69 (2013), 1249–1262. |
| [4] | S. Gopalakannan, T. Senthilvelan, S. Ranganathan, et al., Modeling and optimization of EDM process parameters on machining of Al 7075-B4C MMC using RSM, Procedia Eng., 38 (2012), 685–690. |
| [5] | A. Majumder, Process parameter optimization during EDM of AISI 316 LN stainless steel by using fuzzy based multi-objective PSO, J. Mech. Sci. Tech., 27 (2013), 2143–2151. |
| [6] | A. Nikalje, A. Kumar and K. Srinadh, Influence of parameters and optimization of EDM performance measures on MDN 300 steel using taguchi method, Int. J. Adv. Manuf. Tech., 69 (2013), 41–49. |
| [7] | L. Zhang, Z. Jia, F. Wang, et al., A hybrid model using supporting vector machine and multi-objective genetic algorithm for processing parameters optimization in micro-EDM, Int. J. Adv. Manuf. Tech., 51 (2010), 575–586. |
| [8] | H. Lee and C. Liu, Optimizing the EDM hole-drilling strain gage method for the measurement of residual stress, J. Mater. Process. Tech., 209 (2009), 5626–5635. |
| [9] | T. A. El-Taweel, Multi-response optimization of EDM with Al–Cu–Si–Tic P/M composite electrode, Int. J. Adv. Manuf. Tech., 44 (2009), 100–113. |
| [10] | X. Li, F. Yan, J. Ma, et al., RBF and NSGA-II based EDM process parameters optimization with multiple constraints, Math. Biosci. Eng., 16 (5) (2019), 5788–5803. |
| [11] | X. Li, L. Gao, Q. Pan, et al., An effective hybrid genetic algorithm and variable neighborhood search for integrated process planning and scheduling in a packaging machine workshop, IEEE T. Syst. Man. Cy. S., (2018), 1–13. |
| [12] | Y. Lin, Y. Chen, D. Wang, et al., Optimization of machining parameters in magnetic force assisted EDM based on Taguchi method, J. Mater. Process. Tech., 209 (2009), 3374–3383. |
| [13] | Z. Chen, H. Qiu, L. Gao, et al., An optimal shifting vector approach for efficient probabilistic design, Struct. Multidiscip. O., 47 (2013), 905–920. |
| [14] | X. Li, H. Qiu, Z. Chen, et al., A local kriging approximation method using MPP for reliability-based design optimization, Comput. Struct., 162 (2016), 102–115. |
| [15] | X. Li, H. Qiu, Z. Chen, et al., A local sampling method with variable radius for RBDO using Kriging, Eng. Comput., 32 (2015), 1908–1933. |
| [16] | A. Chiralaksanakul and S. Mahadevan, First-order approximation methods in reliability-based design optimization, J. Mech. Design, 127 (2005), 851–857. |
| [17] | B. Keshtegar and M. Zeng, A hybrid relaxed first-order reliability method for efficient structural reliability analysis, Struct. Saf., 66 (2017), 84–93. 18. G. Bird, Monte-carlo simulation in an engineering context, Prog. Astronaut. Aeronaut., 74 (1981), 239–255. |
| [18] | 19. S. Au and J. L. Beck, A new adaptive importance sampling scheme for reliability calculations, Struct. Saf., 21 (1999), 135–158. |
| [19] | 20. C. Jiang, H. Qiu, X. Li, et al., Iterative reliable design space approach for efficient reliability-based design optimization. Eng. Comput., (20, 1–19. |
| [20] | 21. D. Lehký, O. Slowik and D. Novák, Reliability-based design: Artificial neural networks and double-loop reliability-based optimization approaches, Adv. Eng. Softw., 117 (8): 123–135. |
| [21] | 22. C. Jiang, H. Qiu, L. Gao, et al., An adaptive hybrid single-loop method for reliability-based design optimization using iterative control strategy, Struct. Multidiscip. O., 56 (2017), 1271–1286. |
| [22] | 23. X. Du, Saddlepoint approximation for sequential optimization and reliability analysis, J. Mech. Design, 130 (2008), 011011. |
| [23] | 24. P. Zhang, P. Breitkopf, C. Vayssade, et al., XU-RSM: Diffuse Response surface model for reliability-based design optimization, IOP conference series: Materials Science and Engineering, 10 (2010), 012209. |
| [24] | 25. A. Basudhar and S. Missoum, A sampling-based approach for probabilistic design with random fields, Comput. Meth. Appl. Mech. Eng., 198 (2009), 3647–3655. |
| [25] | 26. G. Li and Z. Meng, Reliability-based design optimization with the RBF neural network model, Appl. Math. Mech. 35 (2014), 1271–1279. |
| [26] | 27. N. Xiao, M. Zuo and C. Zhou, A new adaptive sequential sampling method to construct surrogate models for efficient reliability analysis, Reliab. Eng. Syst. Saf., 169 (2018), 330–338. |
| [27] | 28. C. Jiang, H. Qiu, L. Gao, et al., Real-time estimation error-guided active learning Kriging method for time-dependent reliability analysis, Appl. Math. Model., 77 (2020), 82–98. |
| [28] | 29. B. Echard, N. Gayton and M. Lemaire, AK-MCS: An active learning reliability method combining kriging and monte carlo simulation, Struct. Saf., 33 (2011), 145–154. |
| [29] | 30. C. Jiang, H. Qiu, Z. Yang, et al., A general failure-pursuing sampling framework for surrogate-based reliability analysis, Reliab. Eng. Syst. Saf., 183 (2019), 47–59. |
| [30] | 31. B. J. Bichon, M. S. Eldred, L. P. Swiler, et al., Efficient global reliability analysis for nonlinear implicit performance functions, AIAA J., 46 (2008), 2459–2468. |
| [31] | 32. W. C. Yeh, J. C. P. Su, T. J. Hsieh, et al., Approximate reliability function based on wavelet latin hypercube sampling and bee recurrent neural network, IEEE T. Reliab., 60 (2011), 404–414. |
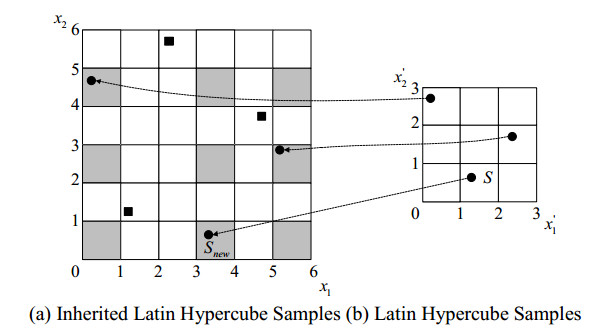
| [32] | 33. G. Wang, Adaptive response surface method using inherited latin hypercube design points, transactions-american society of mechanical engineers, J. Mech. Design, 125 (2003), 210–220. |
| [33] | 34. X. Li, J. Du, Z. Chen, et al., Reliability-based NC milling parameters optimization using ensemble metamodel. Int. J. Adv. Manuf. Tech., 97 (2018), 9–3369. |
| [34] | 35. Z. Jia, F. Gu, F. Wang, et al., Parameter optimization of EDM micro-and-small holes based on signal-to-noise and grey relational grade, Chin. J. Mech. Eng., 43 (2007), 63–67. |
Figures(2) / Tables(5)

Ma Jun, Han Xinyu, Xu Qian, Chen Shiyou, Zhao Wenbo, Li Xiaoke. Reliability-based EDM process parameter optimization using kriging model and sequential sampling[J]. Mathematical Biosciences and Engineering, 2019, 16(6): 7421-7432. doi: 10.3934/mbe.2019371







 DownLoad:
DownLoad: