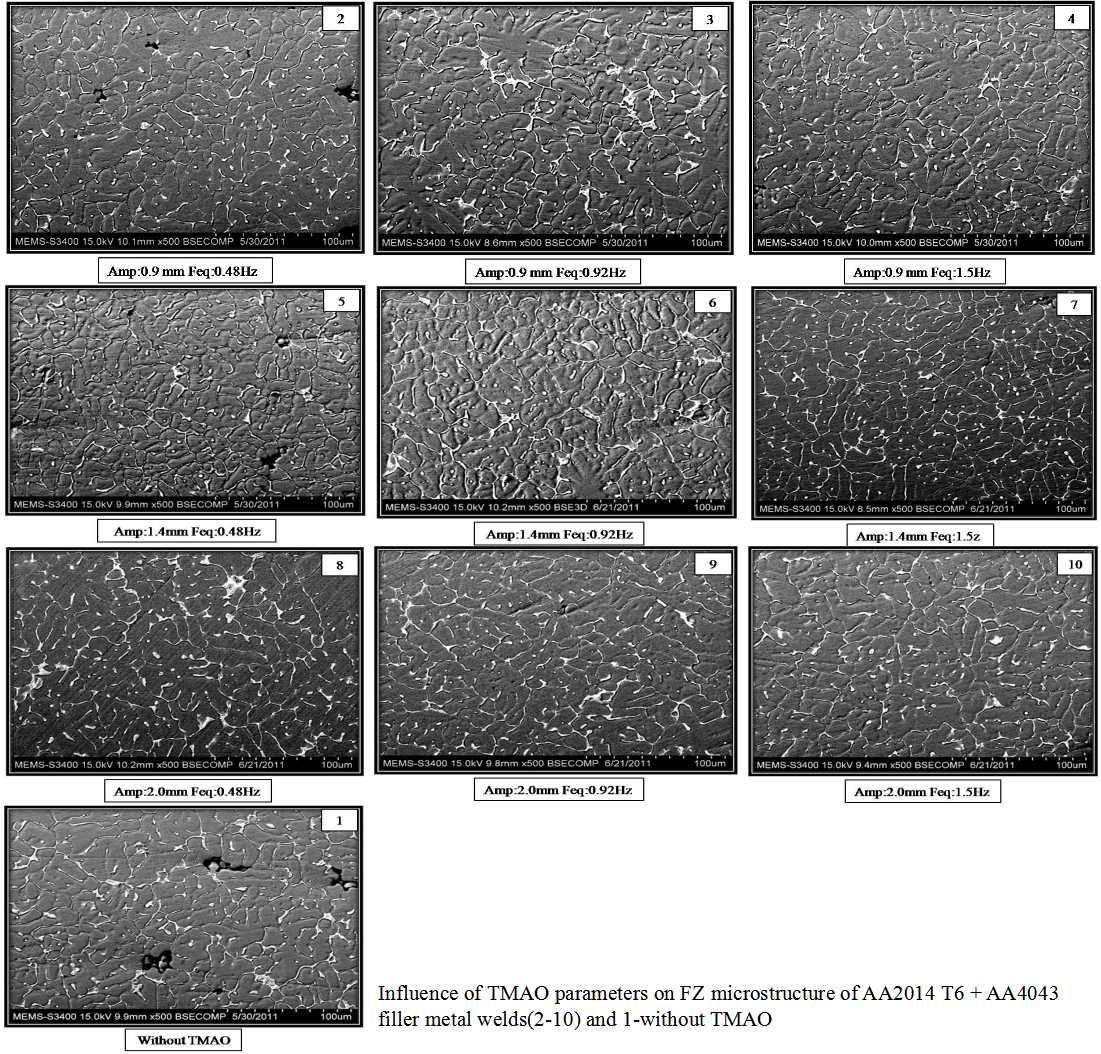
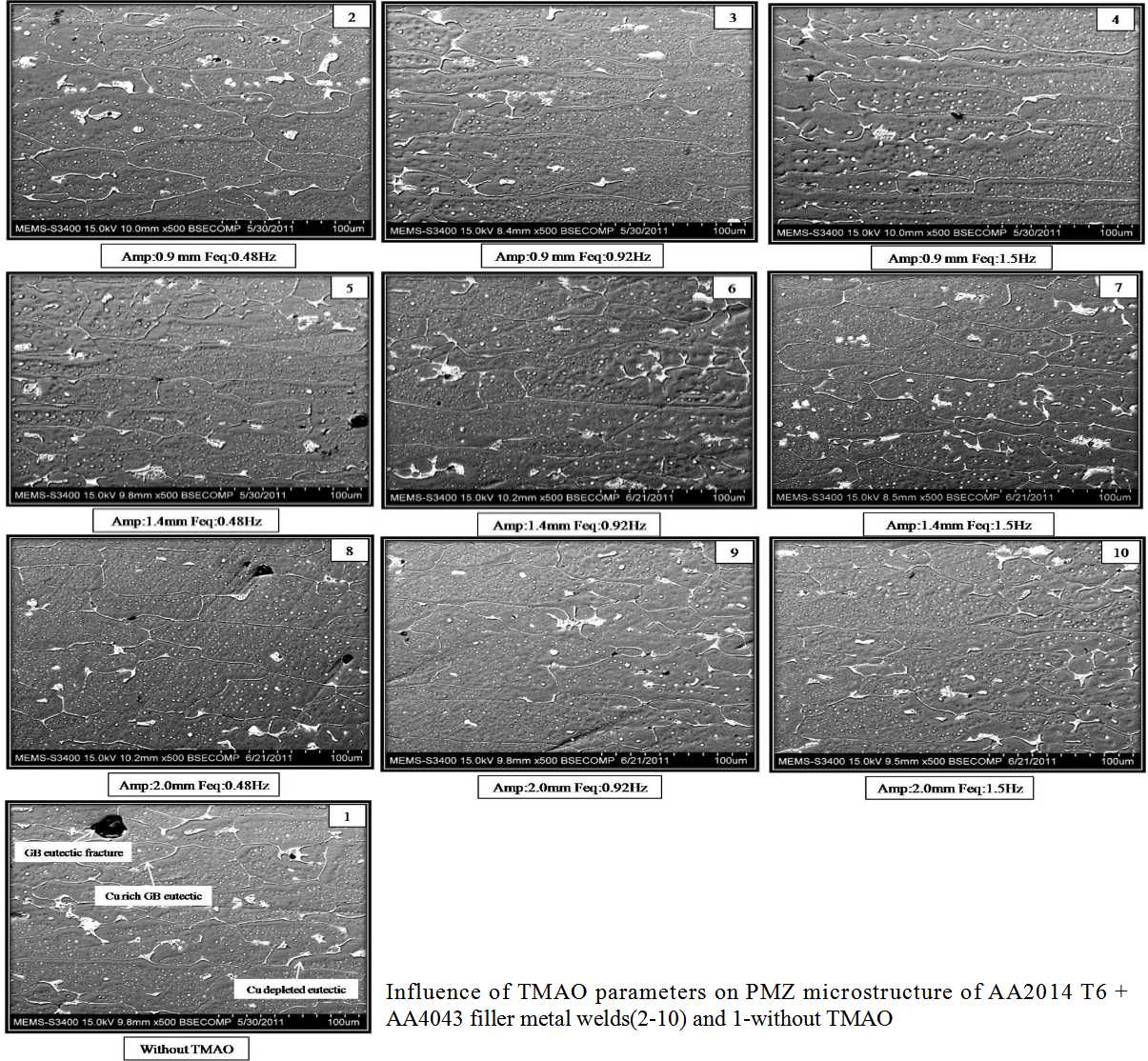
Citation: N. S. Biradar. Effect of transverse mechanical arc oscillation on hot cracking (solidification & liquation) and weld metal properties of AA2014 T6 TIG welds[J]. AIMS Materials Science, 2016, 3(4): 1544-1560. doi: 10.3934/matersci.2016.4.1544

| [1] | Sindo K (2003) Welding Metallurgy, 2nd Edition. New York, N.Y.: John Wiley and Sons. |
| [2] | Apblett WR, Pellini WS (1954) Factors which influence weld hot cracking. Weld J 33: 83s–90s. |
| [3] | Feng ZL (1993) A methodology for quantifying thermal and mechanical conditions for weld metal solidification cracking. Ph D Thesis, The Ohio State University. |
| [4] | Jennings PH, Singer ARE, Pumphrey WI (1948) Hot-Shortness of some High-Purity Alloys in the Systems Aluminum-Copper-Silicon and Aluminum-Magnesium-Silicon. J Inst Metals 74: 227–248. |
| [5] | Dowd JD (1952) Weld Cracking of Aluminum Alloys. Weld J 31: 448s–456s. |
| [6] | Cross CL (1986) Weldability of Aluminum-Lithium alloys: An Investigation of Hot Tearing Mechanism, Ph.D. Thesis, Colorado School of Mines. |
| [7] | Matsuda F, Nakata K, Tsukamoto K, et al. (1983) Al-Zn-Mg alloy Report-II, Trans JWRI 12: 93. |
| [8] | Dvornak MJ, Frost RH, Olson DL (1989) The Weldability and Grain Refinement of Al-2.2Li-2.7Cu Alloy. Weld J 68: 327s–335s. |
| [9] |
Koteswara RSR, Madhusudhana RG, Kamaraj M, et al. (2005) Grain refinement through arc manipulation techniques in Al-Cu alloy GTA welds. Mat Sci Eng A 404: 227–234. doi: 10.1016/j.msea.2005.05.080

|
| [10] | Tseng C, Savage WF (1971) The effect of arc oscillation. Weld J 50: 711–786. |
| [11] | Kou S, Le Y (1985) Alternating grain orientation and welding solidification cracking. Metall Trans 16A: 1887–1896. |
| [12] | Kou S, Le Y (1985) Improving weld quality by low frequency arc oscillation. Weld J 64: 51–55. |
| [13] | Garland JG (1974) Weld Pool Solidification and Control. Met Constr Br Weld J 6: 121–127. |
| [14] | Huang C, Kou S (2004) Liquation cracking in Full-penetration Al-Cu welds. Weld J 83: 50s–58s. |
| [15] | Yuan T, Chai X, Luo Z, et al. (2015) Predicting susceptibility of magnesium alloys to weld-edge cracking. Acta Mater 90: 242–251. |
| [16] | Biradar NS, Raman R (2012) Investigation of Hot Cracking Behavior in Transverse Mechanically Arc Oscillated Autogenous AA2014 T6 TIG Welds. Metall Mater Trans A 43: 3179–3191. |
| [17] | Kou S, Le Y (1985) Grain structure and solidification cracking in oscillated arc welds of 5052 aluminum alloy. Metall Trans A 16A: 1345–1352. |
| [18] | Sundaresan S, Janakiram GD (1999) Use of magnetic arc oscillation for grain refinement of gas tungsten arc welds in α-β titanium alloys. Sci Technol Weld Joi 4:151–161.19. Yuan T, Luo Z, Kou S (2016) Grain Refining of Magnesium Welds by Arc Oscillation. Acta Mater 116: 166–176 |
| [19] | 20. Huang C, Kou S (2004) Liquation Cracking in Full-Penetration Al-Mg-Si Welds. Weld J 83: 111s–122s. |
| [20] | 21. Messler RW (1999) Principles of Welding, John Wiley and Sons, Inc., New York, NY, 175–176. |
| [21] | 22. Courtney TH (1990) Mechanical Behaviour of Materials, McGraw-Hill. |
Figures(12) / Tables(2)

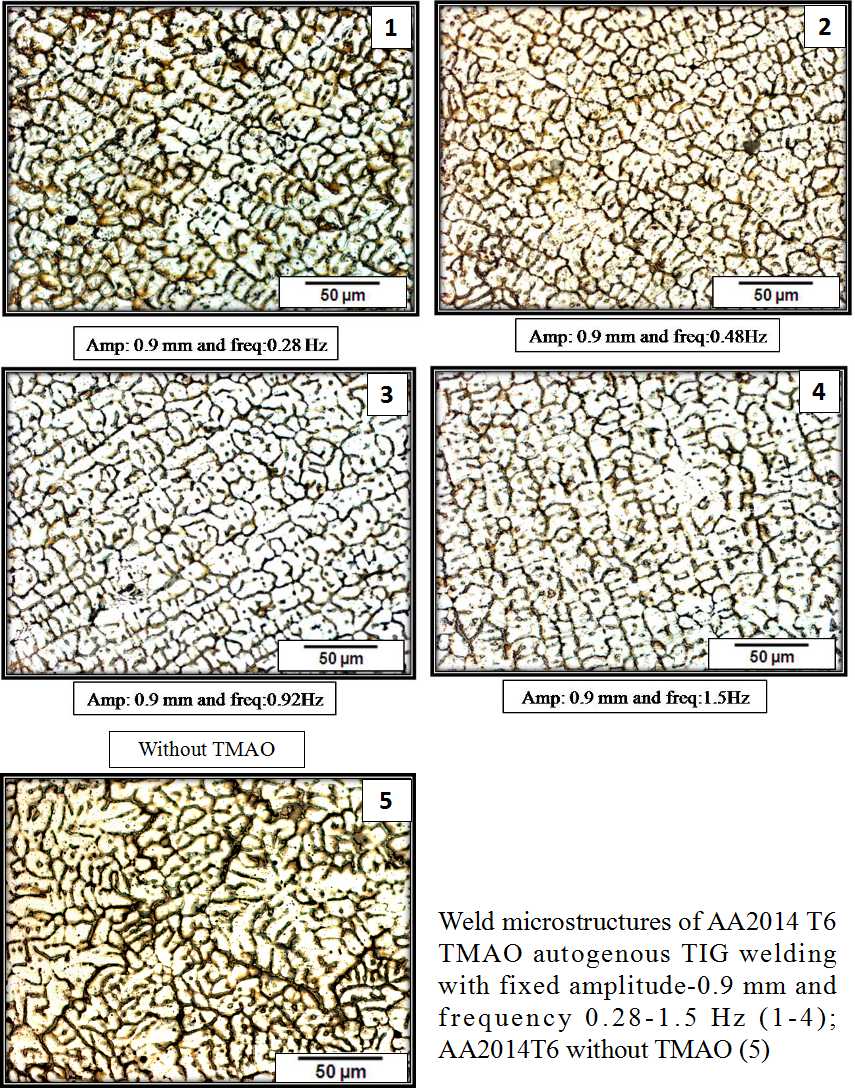
N. S. Biradar. Effect of transverse mechanical arc oscillation on hot cracking (solidification & liquation) and weld metal properties of AA2014 T6 TIG welds[J]. AIMS Materials Science, 2016, 3(4): 1544-1560. doi: 10.3934/matersci.2016.4.1544







 DownLoad:
DownLoad: