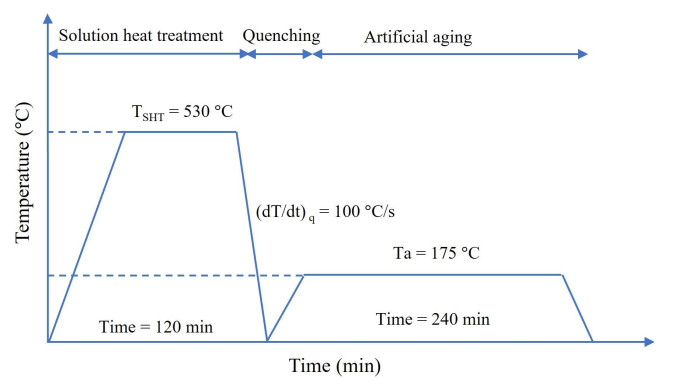
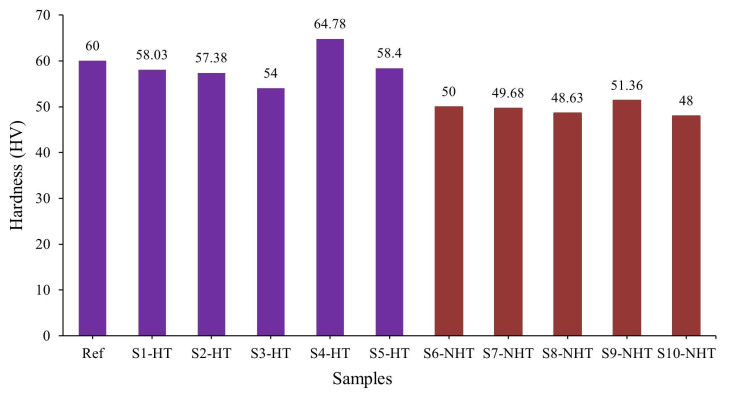
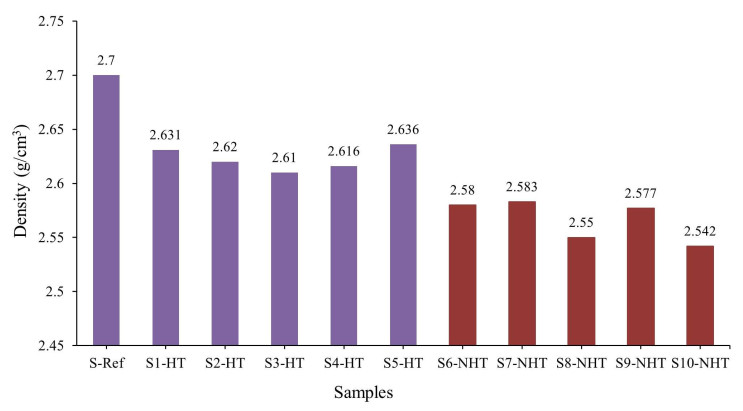
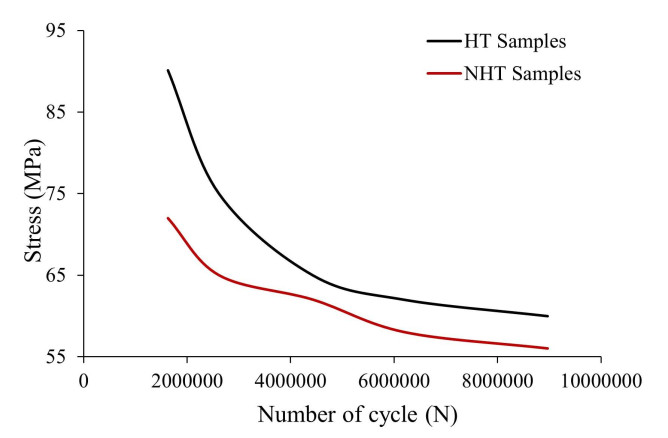
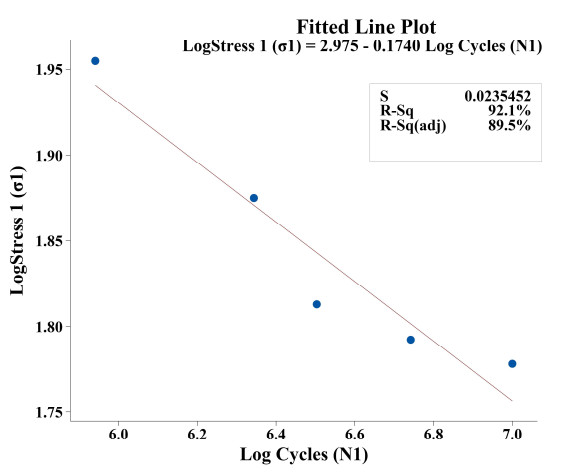
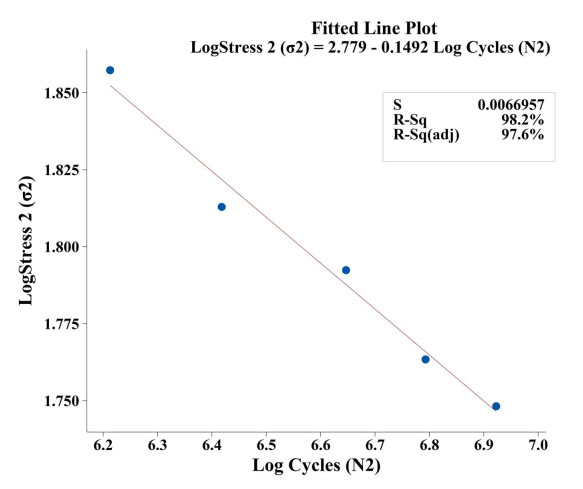
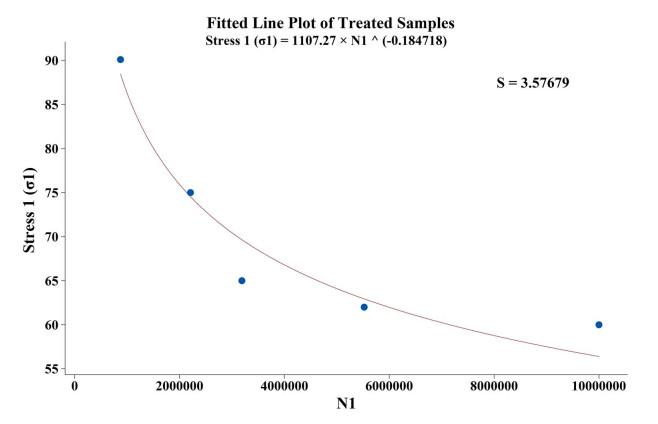
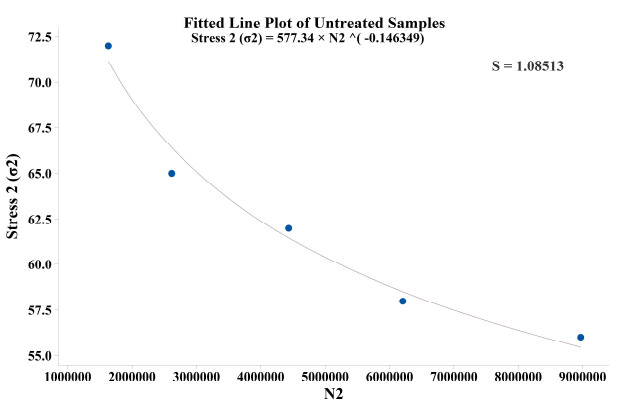
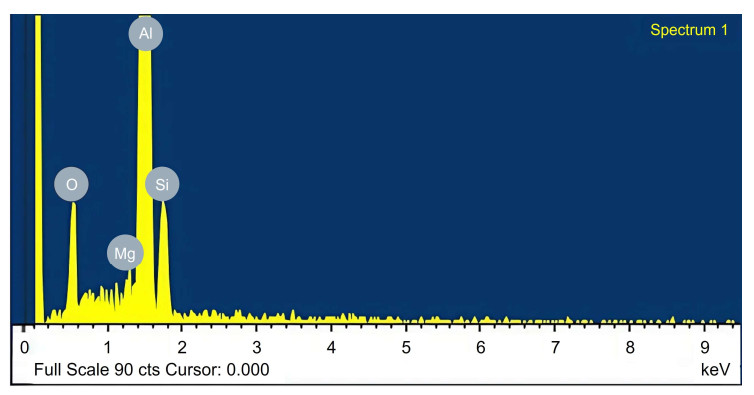
The direct recycling method has gained increasing attention due to its potential to reduce waste and costs while being environmentally friendly. This study investigated the effect of hot extrusion and heat treatment on AA6061 aluminium chips recycled and reinforced with 5 wt.% rice husk ash (RHA) burned at 1100 ℃. The cold compacted billets were preheated at 550 ℃ for 2 h before being extruded at 300 ℃. Half of the extruded billets were heat treated for 2 h at 530 ℃, rapidly quenched in water at 26 ℃, and then underwent artificial aging at 175 ℃ for 4 h. The samples were tested for relative density, ultimate tensile strength (UTS), hardness, and fatigue life, and examined for microstructure. Comparisons were made between heat-treated, untreated, and the as-received samples. The highest strength of 145.65 MPa, hardness of 64.78 HV, and density of 2.64 g/cm3 were observed in the treated samples. Heat-treated samples recorded higher fatigue limits than non-treated ones. Basquin's equation was used to predict the fatigue life of the composite at an untested stress amplitude. Energy dispersive spectroscopy (EDS) analysis revealed that treated samples constitute 83.29% of the total composition, followed by magnesium at 7.32%, and oxygen at 6%. Atomic force microscopy (AFM) analysis showed that the grain length of the heat-treated sample ranged from 0.792 to 0.894 µm, which is larger than the grain size of the untreated samples. In conclusion, hot extrusion and heat treatment effectively improve the microstructure and mechanical properties of the chip-based RHA-reinforced composite.
Citation: Amin Shah Omar, Shazarel Shamsudin, Yahya M. Altharan, Mohd Amri Lajis, Nur Kamilah Yusuf. The effect of solid-state process and heat treatment on the fatigue life of RHA-reinforced AA6061 chip-based recycled composite[J]. AIMS Materials Science, 2025, 12(2): 203-223. doi: 10.3934/matersci.2025011
The direct recycling method has gained increasing attention due to its potential to reduce waste and costs while being environmentally friendly. This study investigated the effect of hot extrusion and heat treatment on AA6061 aluminium chips recycled and reinforced with 5 wt.% rice husk ash (RHA) burned at 1100 ℃. The cold compacted billets were preheated at 550 ℃ for 2 h before being extruded at 300 ℃. Half of the extruded billets were heat treated for 2 h at 530 ℃, rapidly quenched in water at 26 ℃, and then underwent artificial aging at 175 ℃ for 4 h. The samples were tested for relative density, ultimate tensile strength (UTS), hardness, and fatigue life, and examined for microstructure. Comparisons were made between heat-treated, untreated, and the as-received samples. The highest strength of 145.65 MPa, hardness of 64.78 HV, and density of 2.64 g/cm3 were observed in the treated samples. Heat-treated samples recorded higher fatigue limits than non-treated ones. Basquin's equation was used to predict the fatigue life of the composite at an untested stress amplitude. Energy dispersive spectroscopy (EDS) analysis revealed that treated samples constitute 83.29% of the total composition, followed by magnesium at 7.32%, and oxygen at 6%. Atomic force microscopy (AFM) analysis showed that the grain length of the heat-treated sample ranged from 0.792 to 0.894 µm, which is larger than the grain size of the untreated samples. In conclusion, hot extrusion and heat treatment effectively improve the microstructure and mechanical properties of the chip-based RHA-reinforced composite.

| [1] |
Mehtedi M El, Forcellese A, Mancia T, et al. (2019) A new sustainable direct solid state recycling of AA1090 aluminium alloy chips by means of friction stir back extrusion process. Procedia CIRP 79: 638–643. https://doi.org/10.1016/j.procir.2019.02.062 doi: 10.1016/j.procir.2019.02.062

|
| [2] |
Raabe D, Ponge D, Uggowitzer PJ, et al. (2022) Making sustainable aluminium by recycling scrap: The science of "dirty" alloys. Prog Mater Sci 128: 100947. https://doi.org/10.1016/j.pmatsci.2022.100947 doi: 10.1016/j.pmatsci.2022.100947
|
| [3] |
Canakci A, Varol T (2015) A novel method for the production of metal powders without conventional atomization process. J Clean Prod 99: 312–319. https://doi.org/10.1016/j.jclepro.2015.02.090 doi: 10.1016/j.jclepro.2015.02.090
|
| [4] |
Altharan YM, Shamsudin S, Al-Alimi S, et al. (2024) A review on solid-state recycling of aluminium machining chips and their morphology effect on recycled part quality. Heliyon 10: e34433. https://doi.org/10.1016/j.heliyon.2024.e34433 doi: 10.1016/j.heliyon.2024.e34433
|
| [5] |
Altharan YM, Shamsudin S, Lajis MA, et al. (2024) Optimizing strength of directly recycled aluminium chip-based parts through a hybrid RSM-GA-ANN approach in sustainable hot forging. PLoS One 19: e0300504. https://doi.org/10.1371/journal.pone.0300504 doi: 10.1371/journal.pone.0300504
|
| [6] |
Zayed EM, Shazly M, El-Sabbagh A, et al. (2023) Deformation behavior and properties of severe plastic deformation techniques for bulk materials: A review. Heliyon 9: e16700. https://doi.org/10.1016/j.heliyon.2023.e16700 doi: 10.1016/j.heliyon.2023.e16700
|
| [7] |
Mehtedi M El, Buonadonna P, Carta M, et al. (2023) Sustainability study of a new solid-state aluminium chips recycling process: A life cycle assessment approach. Sustainability 15: 11434. https://doi.org/10.3390/su151411434 doi: 10.3390/su151411434
|
| [8] |
Brough D, Jouhara H (2020) The aluminium industry: A review on state-of-the-art technologies, environmental impacts and possibilities for waste heat recovery. Int J Thermofluids 1–2: 100007. https://doi.org/10.1016/j.ijft.2020.100007 doi: 10.1016/j.ijft.2020.100007
|
| [9] |
El-Garaihy WH, Alateyah AI, Shaban M, et al. (2023) A comparative study of a machine learning approach and response surface methodology for optimizing the HPT processing parameters of AA6061/SiCp composites. J Manuf Mater Process 7: 148. https://doi.org/10.3390/jmmp7040148 doi: 10.3390/jmmp7040148
|
| [10] |
Anuar NFBW, Salleh MS, Omar MZ, et al. (2022) Mechanical properties and dry sliding wear behaviour of Al-Si-Mg alloy by equal channel angular pressing. AIMS Mater Sci 9: 733–749. https://doi.org/10.3934/matersci.2022045 doi: 10.3934/matersci.2022045
|
| [11] |
Rymer LM, Winter L, Hockauf K, et al. (2021) Artificial aging time influencing the crack propagation behavior of the aluminium alloy 6060 processed by equal channel angular pressing. Mater Sci Eng A 811: 141039. https://doi.org/10.1016/j.msea.2021.141039 doi: 10.1016/j.msea.2021.141039
|
| [12] | Tekkaya AE, Güley V, Haase M, et al. (2012) Hot extrusion of aluminium chips, In: Weiland H, Rollett AD, Cassada WA, ICAA13 Pittsburgh, Cham: Springer, 1559–1573. https://doi.org/10.1007/978-3-319-48761-8_235 |
| [13] |
Ab Rahim SN, Lajis MA, Ariffin S, et al. (2015) A review on recycling aluminium chips by hot extrusion process. Procedia CIRP 26: 761–766. https://doi.org/10.1016/j.procir.2015.01.013 doi: 10.1016/j.procir.2015.01.013
|
| [14] |
Tekkaya AE, Schikorra M, Becker D, et al. (2009) Hot profile extrusion of AA-6060 aluminium chips. J Mater Process Technol 209: 3343–3350. https://doi.org/10.1016/j.jmatprotec.2008.07.046 doi: 10.1016/j.jmatprotec.2008.07.046
|
| [15] |
Wagiman A, Mustapa MS, Asmawi R, et al. (2019) A review on direct hot extrusion technique in recycling of aluminium chips. Int J Adv Manuf Technol 106: 641–653. https://doi.org/10.1007/s00170-019-04629-7 doi: 10.1007/s00170-019-04629-7
|
| [16] |
Dhanesh S, Kumar KS, Fayiz NKM, et al. (2021) Recent developments in hybrid aluminium metal matrix composites: A review. Mater Today Proc 45: 1376–1381. https://doi.org/10.1016/j.matpr.2020.06.310 doi: 10.1016/j.matpr.2020.06.310
|
| [17] |
Seikh Z, Sekh M, Kunar S, et al. (2022) Rice husk ash reinforced aluminium metal matrix composites: A review. Mater Sci Forum 1074: 55–70. https://doi.org/10.4028/p-u8s016 doi: 10.4028/p-u8s016
|
| [18] |
Abolusoro OP, Khoathane MC, Washington W, et al. (2024) Mechanical and microstructural characteristics of recycled aluminium matrix reinforced with rice husk ash. AIMS Mater Sci 11: 918–934. https://doi.org/10.3934/matersci.2024044 doi: 10.3934/matersci.2024044
|
| [19] | Mohammed Usman A, Raji A, Waziri N, et al. (2014) Aluminium alloy-rice husk ash composites production and analysis. LEJPT 13: 84–98. |
| [20] |
Yadav AK, Pandey KM, Dey A (2018) Aluminium metal matrix composite with rice husk as reinforcement: A review. Mater Today Proc 5: 1–7. https://doi.org/10.1016/j.matpr.2018.06.381 doi: 10.1016/j.matpr.2018.06.381
|
| [21] |
Seikh Z, Sekh M, Kibria G, et al. (2022) Density, hardness, and wear responses of rice husk ash reinforced aluminium composites. Mater Sci Forum 1074: 67–78. https://doi.org/10.1016/j.matpr.2021.04.318 doi: 10.1016/j.matpr.2021.04.318
|
| [22] |
Dixit P, Suhane A (2022) Aluminium metal matrix composites reinforced with rice husk ash: A review. Mater Today Proc 62: 4194–4201. https://doi.org/10.1016/j.matpr.2022.04.711 doi: 10.1016/j.matpr.2022.04.711
|
| [23] |
Joharudin NFM, Latif NA, Mustapa MS, et al. (2020) Physical properties and hardness of treated amorphous silica as reinforcement of AA7075 recycled aluminium chip. IOP Conf Ser Mater Sci Eng 864: 012015. https://doi.org/10.1088/1757-899X/824/1/012015 doi: 10.1088/1757-899X/824/1/012015
|
| [24] |
Olusesi OS, Udoye NE (2021) Development and characterization of AA6061 aluminium alloy/clay and rice husk ash composite. Manuf Lett 29: 34–41. https://doi.org/10.1016/j.mfglet.2021.02.005 doi: 10.1016/j.mfglet.2021.02.005
|
| [25] |
Krolo J, Gudić S, Vrsalović L, et al. (2020) Fatigue and corrosion behavior of solid-state recycled aluminium alloy EN AW 6082. J Mater Eng Perform 29: 4310–4321. https://doi.org/10.1007/s11665-020-04975-8 doi: 10.1007/s11665-020-04975-8
|
| [26] |
Zupanič F, Klemenc J, Steinacher M, et al. (2023) Microstructure, mechanical properties and fatigue behaviour of a new high-strength aluminium alloy AA 6086. J Alloys Compd 941: 168976. https://doi.org/10.1016/j.jallcom.2023.168976 doi: 10.1016/j.jallcom.2023.168976
|
| [27] |
Hectors K, De Waele W (2021) Cumulative damage and life prediction models for high-cycle fatigue of metals: A review. Metals 11: 204. https://doi.org/10.3390/met11020204 doi: 10.3390/met11020204
|
| [28] |
Kwofie S (2001) An exponential stress function for predicting fatigue strength and life due to mean stresses. Int J Fatigue 23: 829–836. https://doi.org/10.1016/S0142-1123(01)00044-5 doi: 10.1016/S0142-1123(01)00044-5
|
| [29] |
Kwofie S, Chandler HD (2007) Fatigue life prediction under conditions where cyclic creep–fatigue interaction occurs. Int J Fatigue 29: 2117–2124. https://doi.org/10.1016/j.ijfatigue.2007.01.022 doi: 10.1016/j.ijfatigue.2007.01.022
|
| [30] |
Zhang Y, Zhang C, Sun K, et al. (2024) Test data evaluation of very high cycle fatigue based on maximum likelihood method. J Phys Conf Ser 2713: 012031. https://doi.org/10.1088/1742-6596/2694/1/012031 doi: 10.1088/1742-6596/2694/1/012031
|
| [31] |
Al-Alimi S, Shamsudin S, Yusuf NK, et al. (2022) Recycling aluminium AA6061 chips with reinforced boron carbide (B4C) and zirconia (ZrO2) particles via hot extrusion. Metals 12: 1329. https://doi.org/10.3390/met12081329 doi: 10.3390/met12081329
|
| [32] |
Ruhaizat NE, Yusuf NK, Lajis MA, et al. (2022) Effect of direct recycling hot press forging parameters on mechanical properties and surface integrity of AA7075 aluminium alloys. Metals 12: 1633. https://doi.org/10.3390/met12101633 doi: 10.3390/met12101633
|

Figures(13) / Tables(8)

Amin Shah Omar, Shazarel Shamsudin, Yahya M. Altharan, Mohd Amri Lajis, Nur Kamilah Yusuf. The effect of solid-state process and heat treatment on the fatigue life of RHA-reinforced AA6061 chip-based recycled composite[J]. AIMS Materials Science, 2025, 12(2): 203-223. doi: 10.3934/matersci.2025011







 DownLoad:
DownLoad: