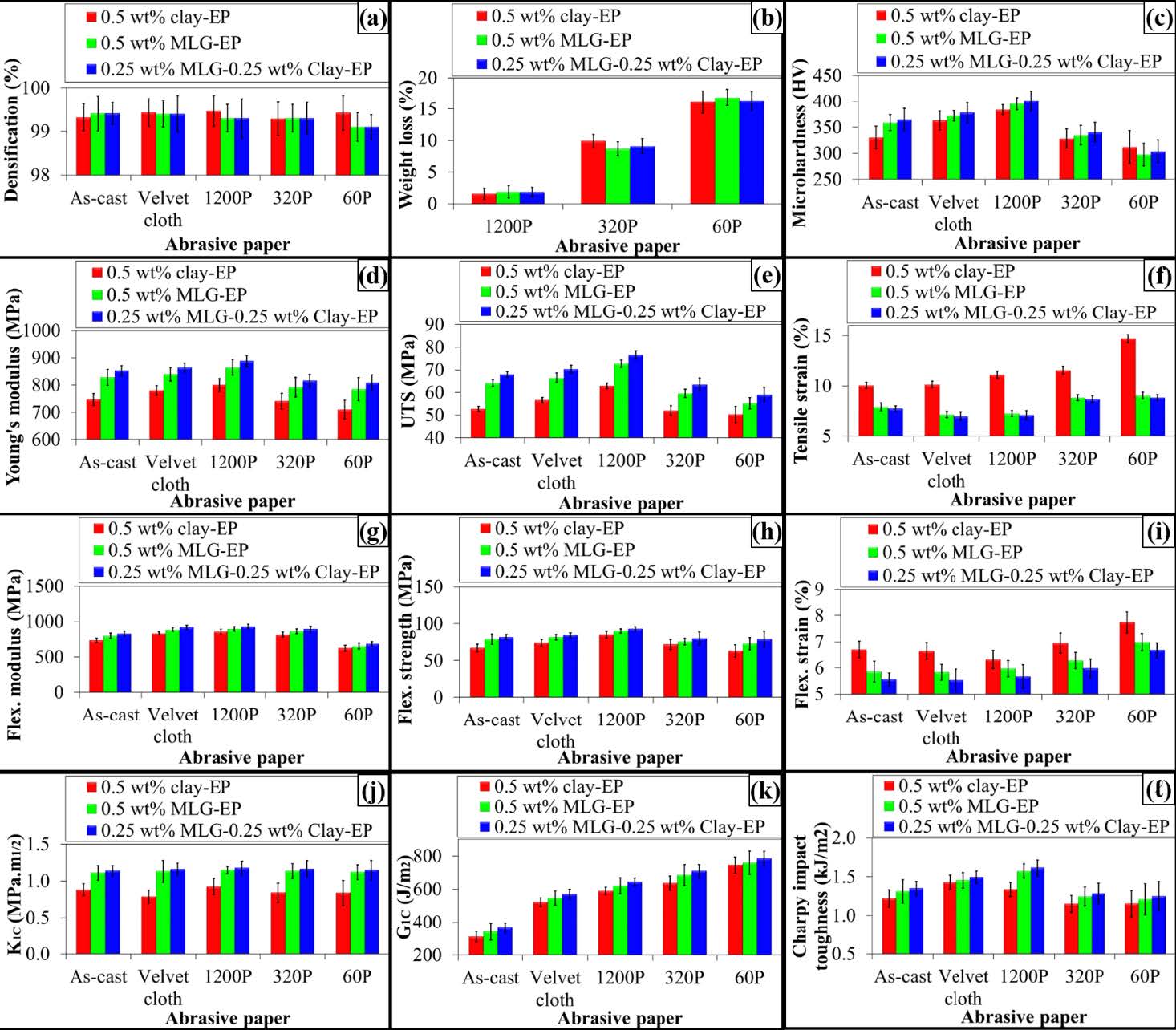
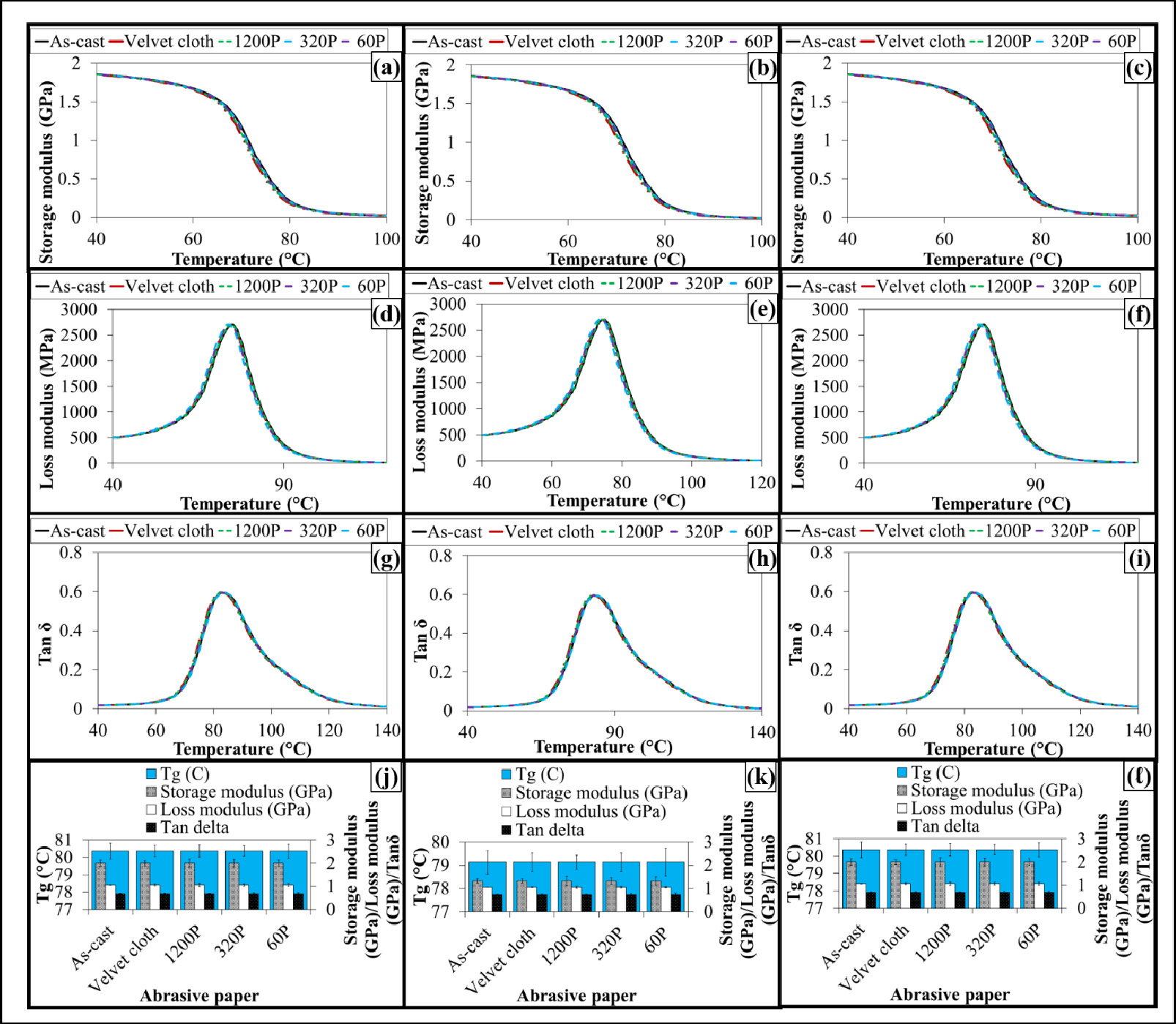
Citation: Rasheed Atif, Fawad Inam. Influence of macro-topography on mechanical performance of 0.5 wt%nanoclay/multi-layer graphene-epoxy nanocomposites[J]. AIMS Materials Science, 2016, 3(4): 1294-1308. doi: 10.3934/matersci.2016.4.1294

| [1] | Schuler M, Kunzler TP, De Wild M, et al. (2009) Fabrication of TiO2-coated epoxy replicas with identical dual-type surface topographies used in cell culture assays. J Biomed Mater Res A 88: 12–22. |
| [2] | Lam CK, Lau KT (2007) Tribological behavior of nanoclay/epoxy composites. Mater Lett 61: 3863–3866. |
| [3] | Yu S, Hu H, Ma J, et al. (2008) Tribological properties of epoxy/rubber nanocomposites. Tribol Int 41: 1205–1211. |
| [4] | Xia S, Liu Y, Pei F, et al. (2015) Identical steady tribological performance of graphene-oxide-strengthened polyurethane/epoxy interpenetrating polymer networks derived from graphene nanosheet. Polymer 64: 62–68. |
| [5] | Atif R, Inam F (2016) Modeling and simulation of graphene based polymer nanocomposites : Advances in the last decade. Graphene 96–142. |
| [6] | Siegel R, Hu E, Roco M (1999) Nanostructure science and technology. A worldwide study. |
| [7] | Pan G, Guo Q, Ding J, et al. (2010) Tribological behaviors of graphite/epoxy two-phase composite coatings. Tribol Int 43: 1318–1325. |
| [8] | Brostow W, Dutta M, Rusek P (2010) Modified epoxy coatings on mild steel: Tribology and surface energy. Eur Polym J 46: 2181–2189. |
| [9] | Zhang WH, Hsieh JH (2000) Tribological behavior of TiN and CrN coatings sliding against an epoxy molding compound. Surf Coatings Technol 130: 240–247. |
| [10] | Chang L, Zhang Z, Ye L, et al. (2007) Tribological properties of epoxy nanocomposites: III. Characteristics of transfer films. Wear 262: 699–706. |
| [11] | Lackner JM, Waldhauser W, Ganser C, et al. (2014) Mechanisms of topography formation of magnetron-sputtered chromium-based coatings on epoxy polymer composites. Surf Coatings Technol 241: 80–85. |
| [12] | Atif R, Wei J, Shyha I, et al. (2016) Use of morphological features of carbonaceous materials for improved mechanical properties of epoxy nanocomposites. RSC Adv 6: 1351–1359. |
| [13] | Atif R, Shyha I, Inam F (2016) The degradation of mechanical properties due to stress concentration caused by retained acetone in epoxy nanocomposites. RSC Adv 6: 34188–34197. |
| [14] | Atif R, Shyha I, Inam F (2016) Modeling and experimentation of multi-layered nanostructured graphene-epoxy nanocomposites for enhanced thermal and mechanical properties. J Compos Mater 1–12. |
| [15] | Sumfleth J, de Almeida Prado LAS, Sriyai M, et al. (2008) Titania-doped multi-walled carbon nanotubes epoxy composites: Enhanced dispersion and synergistic effects in multiphase nanocomposites. Polymer 49: 5105–5112. |
| [16] | Ma H, Tong L, Xu Z, et al. (2007) Synergistic effect of carbon nanotube and clay for improving the flame retardancy of ABS resin. Nanotechnology 18: 14026–14029. |
| [17] | Cotell CM, Sprague JA, Smidth FAJ (1994) ASM Handbook, Vol. 5. Surface Engineering, Published by ASM International, USA. |
| [18] | Karger-Kocsis J, Mahmood H, Pegoretti A (2015) Recent advances in fiber/matrix interphase engineering for polymer composites. Prog Mater Sci 73: 1–43. |
| [19] | Moon SI, Jang J (1999) Mechanical interlocking and wetting at the interface between argon plasma treated UHMPE fiber and vinylester resin. J Mater Sci 34: 4219–4224. |
| [20] | Nardin M, Ward IM (1987) Influence of surface treatment on adhesion of polyethylene fibres. Mater Sci Technol 3: 814–826. |
| [21] | Ladizesky NH, Ward IM (1989) The adhesion behaviour of high modulus polyethylene fibres following plasma and chemical treatment. J Mater Sci 24: 3763–3773. |
| [22] | Woods DW, Ward IM (1993) Study of the oxygen treatment of high-modulus polyethylene fibres. Surf Interface Anal 20: 385–392. |
| [23] | Tissington B, Pollard G, Ward IM (1991) A study of the influence of fibre/resin adhesion on the mechanical behaviour of ultra-high-modulus polyethylene fibre composites. J Mater Sci 26: 82–92. |
| [24] | Engelke R, Engelmann G, Gruetzner G, et al. (2004) Complete 3D UV microfabrication technology on strongly sloping topography substrates using epoxy photoresist SU-8. Microelectron Eng 73–74: 456–462. |
| [25] | Pitler RK, Langer EL (1995) ASM Handbook, Vol. 16. Machining. Published by ASM International, USA. |
| [26] | Blau PJ (2001) ASM Handbook, Vol. 18. Friction, Lubrication, and Wear Technology. Published by ASM International, USA. |
| [27] | Warrier A, Godara A, Rochez O, et al. (2010) The effect of adding carbon nanotubes to glass/epoxy composites in the fibre sizing and/or the matrix. Compos Part A—Appl S 41: 532–538. |
| [28] |
Rasheed A, Khalid FA (2014) Fabrication and properties of CNTs reinforced polymeric matrix nanocomposites for sports applications. IOP Conf Ser Mater Sci Eng 60: 012009. doi: 10.1088/1757-899X/60/1/012009

|
Figures(6)

Rasheed Atif, Fawad Inam. Influence of macro-topography on mechanical performance of 0.5 wt% nanoclay/multi-layer graphene-epoxy nanocomposites[J]. AIMS Materials Science, 2016, 3(4): 1294-1308. doi: 10.3934/matersci.2016.4.1294







 DownLoad:
DownLoad: