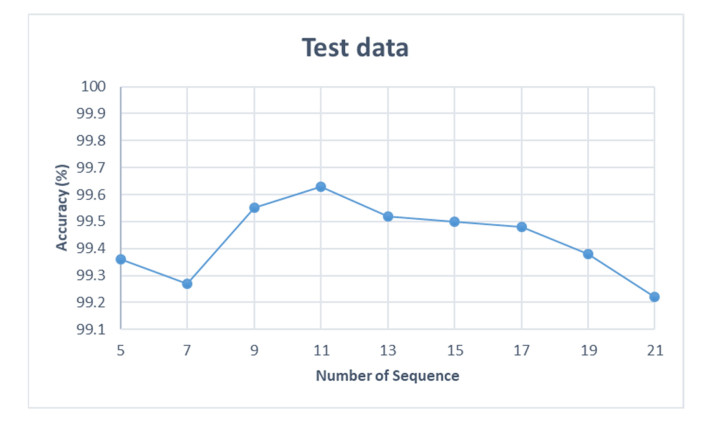
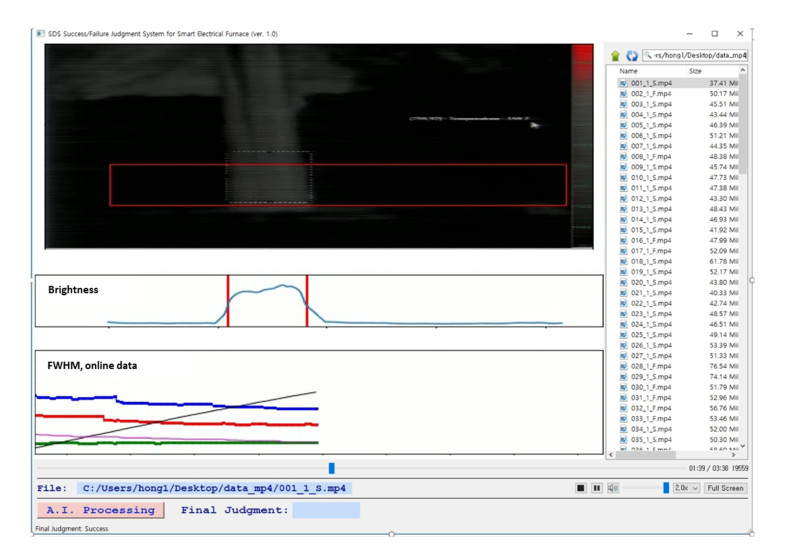
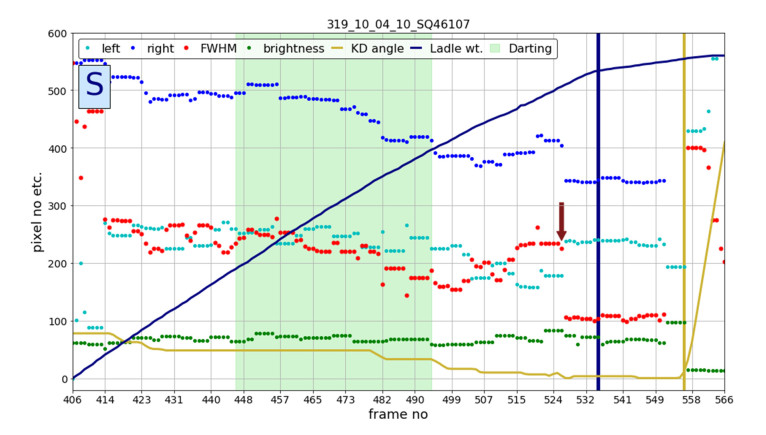
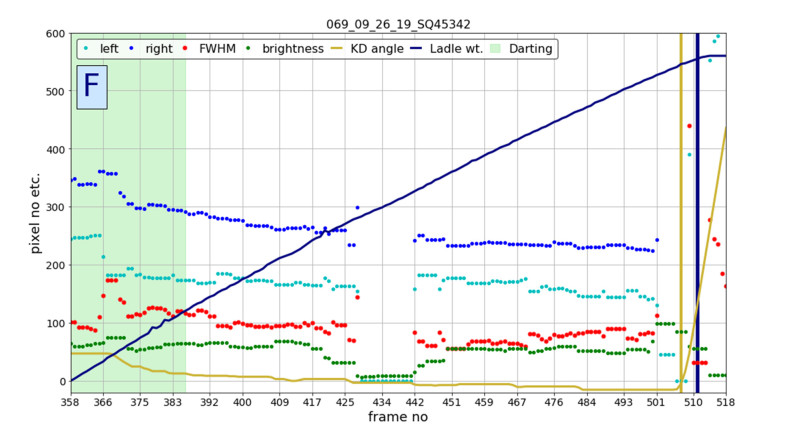
This paper describes a system that can automatically determine the result of the slag dart input to the converter during tapping of basic oxygen furnace (BOF), by directly observing and tracking the behavior of the pouring molten steel at the tapping hole after the dart is injected. First, we propose an algorithm that detects and tracks objects, then automatically calculates the width of the tapping stream from slag-detection system (SDS) images collected in real time. Second, we develop a time-series model that can determine whether the slag dart was properly seated on the tap hole; this model uses the sequential width and brightness data of the tapping stream. To test the model accuracy, an experiment was performed using SDS data collected in a real BOF. When the number of sequential images was 11 and oversampling was 2:1, the classification accuracy in the test data set was 99.61%. Cases of success and failure of dart injection were quantified in connection with operation data such as ladle weight and tilt angle. A pilot system was constructed; it increases the reliability of prevention of slag carry-over during tapping, and can reduce the operator's workload by as much as 30%. This system can reduce the secondary refining cost by reducing the dart-misclassification rate, and thereby increase the productivity of the steel mill. Finally, the system can contribute to real-time process control and management by automatically linking the task of determining the input of darts to the work of minimizing slag carry-over in a BOF.
Citation: Dae-Geun Hong, Woong-Hee Han, Chang-Hee Yim. Tapping stream tracking model using computer vision and deep learning to minimize slag carry-over in basic oxygen furnace[J]. Electronic Research Archive, 2022, 30(11): 4015-4037. doi: 10.3934/era.2022204
This paper describes a system that can automatically determine the result of the slag dart input to the converter during tapping of basic oxygen furnace (BOF), by directly observing and tracking the behavior of the pouring molten steel at the tapping hole after the dart is injected. First, we propose an algorithm that detects and tracks objects, then automatically calculates the width of the tapping stream from slag-detection system (SDS) images collected in real time. Second, we develop a time-series model that can determine whether the slag dart was properly seated on the tap hole; this model uses the sequential width and brightness data of the tapping stream. To test the model accuracy, an experiment was performed using SDS data collected in a real BOF. When the number of sequential images was 11 and oversampling was 2:1, the classification accuracy in the test data set was 99.61%. Cases of success and failure of dart injection were quantified in connection with operation data such as ladle weight and tilt angle. A pilot system was constructed; it increases the reliability of prevention of slag carry-over during tapping, and can reduce the operator's workload by as much as 30%. This system can reduce the secondary refining cost by reducing the dart-misclassification rate, and thereby increase the productivity of the steel mill. Finally, the system can contribute to real-time process control and management by automatically linking the task of determining the input of darts to the work of minimizing slag carry-over in a BOF.

| [1] | S. Xie, T. Chai, Prediction of BOF endpoint temperature and carbon content, in Processing of 14th IFAC World Congress, Academic Press, 32 (1999), 7039-7043. https://doi.org/10.1016/S1474-6670(17)57201-8 |
| [2] |
Z. Wang, Q. Liu, H. Liu, S. Wei, A review of end-point carbon prediction for BOF steelmaking process, High Temp. Mater. Process., 39 (2020), 653-662. https://doi.org/10.1515/htmp-2020-0098 doi: 10.1515/htmp-2020-0098

|
| [3] |
A. V. Luk'yanov, A. V. Protasov, B. A. Sivak, A. P. Shchegolev, Making BOF steelmaking more efficient based on the experience of the Cherepovets Metallurgical Combine, Metallurgist, 60 (2016), 248–255. https://doi.org/10.1007/s11015-016-0282-y doi: 10.1007/s11015-016-0282-y
|
| [4] |
T. S. Naidu, C. M. Sheridan, L. D. Dyk, Basic oxygen furnace slag: review of current and potential uses, Miner. Eng., 149 (2020), 106234. https://doi.org/10.1016/j.mineng.2020.106234 doi: 10.1016/j.mineng.2020.106234
|
| [5] |
E. Belhadj, C. Diliberto, A. Lecomte, Characterization and activation of Basic Oxygen Furnace slag, Cem. Concr. Compos., 34 (2012), 34-40. https://doi.org/10.1016/j.cemconcomp.2011.08.012 doi: 10.1016/j.cemconcomp.2011.08.012
|
| [6] |
P. C. Pistorius, Slag carry-over and the production of clean steel, J. S. Afr. Inst. Min. Metall., 119 (2019), 557-561. http://dx.doi.org/10.17159/2411-9717/kn01/2019 doi: 10.17159/2411-9717/kn01/2019
|
| [7] |
A. Kamaraj, G. K. Mandal, S. P. Shanmugam, G. G. Roy, Quantification and analysis of slag carryover during liquid steel tapping from BOF vessel, Can. Metall. Q., 61 (2022), 202-215. https://doi.org/10.1080/00084433.2022.2044688 doi: 10.1080/00084433.2022.2044688
|
| [8] |
M. Brämming, B. Björkman, C. Samuelsson, BOF process control and slopping prediction based on multivariate data analysis, Steel Res. Int., 87 (2016), 301-310. https://doi.org/10.1002/srin.201500040 doi: 10.1002/srin.201500040
|
| [9] |
Z. Zhang, L. Bin, Y. Jiang, Slag detection system based on infrared temperature measurement, Optik, 125 (2014), 1412-1416. https://doi.org/10.1016/j.ijleo.2013.08.016 doi: 10.1016/j.ijleo.2013.08.016
|
| [10] |
P. Patra, A. Sarkar, A. Tiwari, Infrared-based slag monitoring and detection system based on computer vision for basic oxygen furnace, Ironmak. Steelmak., 46 (2019), 692-697. https://doi.org/10.1080/03019233.2018.1460909 doi: 10.1080/03019233.2018.1460909
|
| [11] |
D. G. Hong, W. H. Han, C. H. Yim, Convolutional recurrent neural network to determine whether dropping slag dart fills the exit hole during tapping in a basic oxygen furnace, Metall. Mater. Trans. B, 52 (2021), 3833–3845. https://doi.org/10.1007/s11663-021-02299-z doi: 10.1007/s11663-021-02299-z
|
| [12] |
A. Kamaraj, G. K. Mandal, G. G. Roy, Control of slag carryover from the BOF vessel during tapping: BOF cold model studies, Metall. Mater. Trans. B, 50 (2019), 438–458. https://doi.org/10.1007/s11663-018-1432-3 doi: 10.1007/s11663-018-1432-3
|
| [13] | W. S. Howanski, T. Kalep, T. Swift, Optimizing BOF slag control through the application of refractory darts, Iron Steel Technol., 3 (2006), 36-43. |
| [14] |
B. Chakraborty, B. K. Sinha, Development of caster slag detection system through imaging technique, Int. J. Instrum. Technol., 1 (2011), 84-91. https://doi.org/10.1504/IJIT.2011.043599 doi: 10.1504/IJIT.2011.043599
|
| [15] |
Z. Zhang, Q. Li, L. Yan, Slag detection system based on infrared thermography in steelmaking industry, Recent Pat. Signal Process., 5 (2015), 16-23. https://doi.org/10.2174/2210686305666150930230548 doi: 10.2174/2210686305666150930230548
|
| [16] |
M. Tanaka, D. Mazumdar, R. I. L. Guthrie, Motions of alloying additions during furnace tapping in steelmaking processing operations, Metall. Mater. Trans. B, 24, (1993), 639-648. https://doi.org/10.1007/BF02673179 doi: 10.1007/BF02673179
|
| [17] | P. Hammerschmid, K. H. Tacke, H. Popper, L. Weber, M. Bubke, K. Schwerdtfeger, Vortex formation during drainage of metallurgical vessels, Ironmak. Steelmak., 11 (1984), 332-339. |
| [18] |
D. You, C. Bernhard, P. Mayer, J. Fasching, G. Kloesch, R. Rössler, et al., Modeling of the BOF tapping process: the reactions in the ladle, Metall. Mater. Trans. B, 52 (2021), 1854-1865. https://doi.org/10.1007/s11663-021-02153-2 doi: 10.1007/s11663-021-02153-2
|
| [19] |
A. Dahlin, A. Tilliander, J. Eriksson, P. G. Jönsson, Influence of ladle slag additions on BOF process performance, Ironmak. Steelmak., 39 (2012), 378-385. https://doi.org/10.1179/1743281211Y.0000000021 doi: 10.1179/1743281211Y.0000000021
|
| [20] |
C. M. Lee, I. S. Choi, B. G. Bak, J. M. Lee, Production of high purity aluminium killed steel, Metall. Res. Technol., 90 (1993), 501–506. https://doi.org/10.1051/METAL/199390040501 doi: 10.1051/METAL/199390040501
|
| [21] |
K. K. Lee, J. M. Park, J. Y. Chung, S. H. Choi, S. B. Ahn, The secondary refining technologies for improving the cleanliness of ultra-low carbon steel at Kwangyang Works, Metall. Res. Technol., 93 (1996), 503–509. https://doi.org/10.1051/METAL/199693040503 doi: 10.1051/METAL/199693040503
|
| [22] |
J. M. Park, C. S. Ha, Recent improvement of BOF refining at Kwangyang Works, Metall. Res. Technol., 97 (2000), 729–735. https://doi.org/10.1051/METAL/200097060729 doi: 10.1051/METAL/200097060729
|
| [23] |
R. Usamentiaga, J. Molleda, D. F. Garcia, J. C. Granda, J. L. Rendueles, Temperature measurement of molten pig iron with slag characterization and detection using infrared computer vision, IEEE Trans. Instrum. Meas., 61 (2012), 1149-1159. https://doi.org/10.1109/TIM.2011.2178675 doi: 10.1109/TIM.2011.2178675
|
| [24] |
S. C. Koria, U. Kanth, Model studies of slag carry-over during drainage of metallurgical vessels, Steel Res. Int., 65 (1994), 8-14. https://doi.org/10.1002/srin.199400919 doi: 10.1002/srin.199400919
|
| [25] |
A. Voulodimos, N. Doulamis, A. Doulamis, E. Protopapadakis, Deep learning for computer vision: a brief review, Comput. Intell. Neurosci., 2018 (2018), 1-13. https://doi.org/10.1155/2018/7068349 doi: 10.1155/2018/7068349
|
| [26] |
J. Suri, Computer vision, pattern recognition and image processing in left ventricle segmentation: the last 50 years, Pattern Anal. Appl., 3 (2000), 209–242. https://doi.org/10.1007/s100440070008 doi: 10.1007/s100440070008
|
| [27] |
V. H. Nguyen, V. H. Pham, X. Cui, M. Ma, H. Kim, Design and evaluation of features and classifiers for OLED panel defect recognition in machine vision, J. Inf. Telecommun., 1 (2017), 334-350. https://doi.org/10.1080/24751839.2017.1355717 doi: 10.1080/24751839.2017.1355717
|
| [28] |
X. Guo, X. Liu, M. K. Gupta, Machine vision-based intelligent manufacturing using a novel dual-template matching: a case study for lithium battery positioning, Int. J. Adv. Manuf. Technol., 116 (2021), 2531–2551. https://doi.org/10.1007/s00170-021-07649-4 doi: 10.1007/s00170-021-07649-4
|
| [29] |
M. Yazdi, B. Thierry, New trends on moving object detection in video images captured by a moving camera: a survey, Comput. Sci. Rev., 28 (2018), 157-177. https://doi.org/10.1016/j.cosrev.2018.03.001 doi: 10.1016/j.cosrev.2018.03.001
|
| [30] |
R. Raguram, O. Chum, M. Pollefeys, J. Matas, J. Frahm, USAC: a universal framework for random sample consensus, IEEE Trans. Pattern Anal. Mach. Intell., 35 (2013), 2022-2038. https://doi.org/10.1109/TPAMI.2012.257 doi: 10.1109/TPAMI.2012.257
|
| [31] |
J. Ko, D. Fox, GP-BayesFilters: Bayesian filtering using Gaussian process prediction and observation models, Auton. Robot., 27 (2009), 75–90. https://doi.org/10.1007/s10514-009-9119-x doi: 10.1007/s10514-009-9119-x
|
| [32] | D. Sun, S. Roth, M. J. Black, Secrets of optical flow estimation and their principles, in 2010 IEEE Computer Society Conference on Computer Vision and Pattern Recognition, (2010), 2432-2439. https://doi.org/10.1109/CVPR.2010.5539939 |
| [33] | T. Brox, J. Malik, Object segmentation by long term analysis of point trajectories, in Computer Vision – ECCV 2010 (eds. K. Daniilidis, P. Maragos, N. Paragios), Springer, Berlin, Heidelberg, 6315 (2010), 282-295. https://doi.org/10.1007/978-3-642-15555-0_21 |
| [34] | R. M. Fikri, B. Kim, M. Hwang, Waiting time estimation of hydrogen-fuel vehicles with YOLO real-time object detection, in Information Science and Applications (eds. K. Kim and H. Y. Kim), Springer, Singapore, 621 (2020), 229-237. https://doi.org/10.1007/978-981-15-1465-4_24 |
| [35] | J. Kim, J. Y. Sung, S. Park, Comparison of faster-RCNN, YOLO, and SSD for real-time vehicle type recognition, in 2020 IEEE International Conference on Consumer Electronics - Asia (ICCE-Asia), 2020 (2020), 1-4. https://doi.org/10.1109/ICCE-Asia49877.2020.9277040 |
| [36] |
J. Li, X. Liang, S. Shen, T. Xu, J. Feng, S. Yan, Scale-aware fast R-CNN for pedestrian detection, IEEE Trans. Multimedia, 20 (2018), 985-996. https://doi.org/10.1109/TMM.2017.2759508 doi: 10.1109/TMM.2017.2759508
|
| [37] |
Q. C. Mao, H. M. Sun, Y. B. Liu, R. S. Jia, Mini-YOLOv3: real-time object detector for embedded applications, IEEE Access, 7 (2019), 133529-133538. https://doi.org/10.1109/ACCESS.2019.2941547 doi: 10.1109/ACCESS.2019.2941547
|
| [38] |
X. Cheng, J. Yu, RetinaNet with difference channel attention and adaptively spatial feature fusion for steel surface defect detection, IEEE Trans. Instrum. Meas., 70 (2021), 1-11. https://doi.org/10.1109/TIM.2020.3040485 doi: 10.1109/TIM.2020.3040485
|
| [39] | R. Gai, N. Chen, H. Yuan, A detection algorithm for cherry fruits based on the improved YOLO-v4 model, Neural Comput. Appl., 2021 (2021). https://doi.org/10.1007/s00521-021-06029-z |
| [40] | G. Yang, W. Feng, J. Jin, Q. Lei, X. Li, G. Gui, et al., Face mask recognition system with YOLOV5 based on image recognition, in 2020 IEEE 6th International Conference on Computer and Communications (ICCC), 2020 (2020), 1398-1404. https://doi.org/10.1109/ICCC51575.2020.9345042 |
| [41] |
S. J. Lee, W. K. Kwon, G. G. Koo, H. E Choi, S. W. Kim, Recognition of slab identification numbers using a fully convolutional network, ISIJ Int., 58 (2018), 696-703. https://doi.org/10.2355/isijinternational.ISIJINT-2017-695 doi: 10.2355/isijinternational.ISIJINT-2017-695
|
| [42] |
H. B. Wang, S. Wei, R. Huang, S. Deng, F. Yuan, A. Xu, et al., Recognition of plate identification numbers using convolution neural network and character distribution rules, ISIJ Int., 59 (2019), 2041-2051. https://doi.org/10.2355/isijinternational.ISIJINT-2019-128 doi: 10.2355/isijinternational.ISIJINT-2019-128
|
| [43] |
M. Chu, R. Gong, Invariant feature extraction method based on smoothed local binary pattern for strip steel surface defect, ISIJ Int., 55 (2015), 1956-1962. https://doi.org/10.2355/isijinternational.ISIJINT-2015-201 doi: 10.2355/isijinternational.ISIJINT-2015-201
|
| [44] |
J. Yang, W. Wang, G. Lin, Q. Li, Y. Sun, Y. Sun, Infrared thermal imaging-based crack detection using deep learning, IEEE Access, 7 (2019), 182060-182077. https://doi.org/10.1109/ACCESS.2019.2958264 doi: 10.1109/ACCESS.2019.2958264
|
| [45] |
A. Choudhury, S. Pal, R. Naskar, A. Basumallick, Computer vision approach for phase identification from steel microstructure, Eng. Comput., 36 (2019), 1913-1933. https://doi.org/10.1108/EC-11-2018-0498 doi: 10.1108/EC-11-2018-0498
|
| [46] |
D. Boob, S. S. Dey, G. Lan, Complexity of training ReLU neural network, Discrete Optim., 2020 (2020), 100620. https://doi.org/10.1016/j.disopt.2020.100620 doi: 10.1016/j.disopt.2020.100620
|
| [47] |
A. P. Shukla, M. Saini, Moving object tracking of vehicle detection: a concise review, Int. J. Signal Process. Image Process. Pattern Recognit., 8 (2015), 169-176. https://doi.org/10.14257/IJSIP.2015.8.3.15 doi: 10.14257/IJSIP.2015.8.3.15
|
| [48] |
H. Goszczynska, A method for densitometric analysis of moving object tracking in medical images, Mach. Graphics Vision Int. J., 17 (2008), 69-90. https://doi.org/10.5555/1534494.1534499 doi: 10.5555/1534494.1534499
|
| [49] |
W. Budiharto, E. Irwansyah, J. S. Suroso, A. A. S. Gunawan, Design of object tracking for military robot using PID controller and computer vision, ICIC Express Lett., 14 (2020), 289-294. https://doi.org/10.24507/icicel.14.03.289 doi: 10.24507/icicel.14.03.289
|
| [50] |
J. F. Henriques, R. Caseiro, P. Martins, J. Batista, High-speed tracking with kernalized correlation filters, IEEE Trans. Pattern Anal. Mach. Intell., 37 (2015), 583-596. https://doi.org/10.1109/TPAMI.2014.2345390 doi: 10.1109/TPAMI.2014.2345390
|
| [51] | A. Sherstinsky, Fundamentals of recurrent neural network (RNN) and long short-term memory (LSTM) network, Phys. D, 404 (2020). https://doi.org/10.1016/j.physd.2019.132306 |
| [52] |
J. C. Lin, Y. Shao, Y. Djenouri, U. Yun, ASRNN: a recurrent neural network with an attention model for sequence labeling, Knowledge-Based Syst., 212 (2021), 106548. https://doi.org/10.1016/j.knosys.2020.106548 doi: 10.1016/j.knosys.2020.106548
|
| [53] |
Y. Shao, J. C. Lin, G. Srivastava, A. Jolfaei, D. Guo, Y. Hu, Self-attention-based conditional random fields latent variables model for sequence labeling, Pattern Recognit. Lett., 145 (2021), 157-164. https://doi.org/10.1016/j.patrec.2021.02.008 doi: 10.1016/j.patrec.2021.02.008
|
| [54] |
J. C. Lin, Y. Shao, J. Zhang, U. Yun, Enhanced sequence labeling based on latent variable conditional random fields, Neurocomputing, 403 (2020), 431-440. https://doi.org/10.1016/j.neucom.2020.04.102 doi: 10.1016/j.neucom.2020.04.102
|
| [55] |
H. Ling, J. Wu, L. Wu, J. Huang, J. Chen, P. Li, Self residual attention network for deep face recognition, IEEE Access, 7(2019), 55159-55168. http://doi.org/10.1109/ACCESS.2019.2913205 doi: 10.1109/ACCESS.2019.2913205
|
| [56] |
Y. Li, Y. Liu, W. G. Cui, Y. Z. Guo, H. Huang, Z. Y. Hu, Epileptic seizure detection in EEG signals using a unified temporal-spectral squeeze-and-excitation network, IEEE Trans. Neural Syst. Rehabil. Eng., 28 (2020), 782-794. https://doi.org/10.1109/TNSRE.2020.2973434 doi: 10.1109/TNSRE.2020.2973434
|
| [57] |
J. Wang, X. Qiao, C. Liu, X. Wang, Y. Liu, L. Yao, et al., Automated ECG classification using a non-local convolutional block attention module, Comput. Methods Programs Biomed., 203 (2021), 106006. https://doi.org/10.1016/j.cmpb.2021.106006 doi: 10.1016/j.cmpb.2021.106006
|
| [58] |
X. Lin, Q. Huang, W. Huang, X. Tan, M. Fang, L. Ma, Single image deraining via detail-guided efficient channel attention network, Comput. Graphics, 97 (2021), 117-125. https://doi.org/10.1016/j.cag.2021.04.014 doi: 10.1016/j.cag.2021.04.014
|
| [59] | F. Wu, Y. Wang, A method for detecting the slag transferring from ladle to tundish based on video system, Ind. Control Comput., 18 (2005) 38-47. |
| [60] | P. Y. Li, T. Gan, G. Z. Shen, Embedded slag detection method based on infrared thermographic, J. Iron Steel Res., 22 (2010), 59-63. |
| [61] |
D. P. Tan, P. Y. Li, X. H. Pan, Application of improved HMM algorithm in slag detection system, J. Iron Steel Res. Int., 16 (2009), 1–6. https://doi.org/10.1016/S1006-706X(09)60001-7 doi: 10.1016/S1006-706X(09)60001-7
|
| [62] |
Z. Zhang, Q. Li, L. Yan, Slag detection system based on infrared thermography in steelmaking industry, Recent Pat. Signal Process. (Discontinued), 5 (2015), 16-23. https://doi.org/10.2174/2210686305666150930230548 doi: 10.2174/2210686305666150930230548
|
| [63] |
B. Chakraborty, B. K. Sinha, Development of caster slag detection system through imaging technique, Int. J. Instrum. Technol., 1 (2011), 84-91. https://doi.org/10.1504/IJIT.2011.043599 doi: 10.1504/IJIT.2011.043599
|
| [64] |
P. C. Pistorius, Slag carry-over and the production of clean steel, J. S. Afr. Inst. Min. Metall., 119 (2019), 557-561. http://dx.doi.org/10.17159/2411-9717/kn01/2019 doi: 10.17159/2411-9717/kn01/2019
|
| [65] |
M. A. Merkx, J. O. Bescós, L. Geerts, E. M. H. Bosboom, F. N. van de Vosse, M. Breeuwer, Accuracy and precision of vessel area assessment: manual versus automatic lumen delineation based on full-width at half-maximum, J. Magn. Reson. Imaging, 36 (2012), 1186-1193. https://doi.org/10.1002/jmri.23752 doi: 10.1002/jmri.23752
|
| [66] | N. K. Manaswi, Understanding and working with keras, in Deep Learning with Applications Using Python, Apress, Berkeley, CA, 2018 (2018), 31-43. https://doi.org/10.1007/978-1-4842-3516-4_2 |
| [67] |
Z. Deng, D. Weng, X. Xie, J. Bao, Y. Zheng, M. Xu, et al., Compass: towards better causal analysis of urban time series, IEEE Trans. Visual Comput. Graphics, 28 (2022), 1051-1061. https://doi.org/10.1109/TVCG.2021.3114875 doi: 10.1109/TVCG.2021.3114875
|
| [68] |
D. Min, S. Choi, J. Lu, B. Ham, K. Sohn, M. N. Do, Fast global image smoothing based on weighted least squares, IEEE Trans. Image Process., 23 (2014), 5638-5653. https://doi.org/10.1109/TIP.2014.2366600 doi: 10.1109/TIP.2014.2366600
|
| [69] |
F. Wang, H. Liu, J. Cheng, Visualizing deep neural network by alternately image blurring and deblurring, Neural Networks, 97 (2018), 162-172. https://doi.org/10.1016/j.neunet.2017.09.007 doi: 10.1016/j.neunet.2017.09.007
|
| [70] |
D. G. Hong, S. H. Kwon, C. H. Yim, Exploration of machine learning to predict hot ductility of cast steel from chemical composition and thermal conditions, Met. Mater. Int., 27 (2020), 298-305. https://doi.org/10.1007/s12540-020-00713-w doi: 10.1007/s12540-020-00713-w
|
| [71] | S. Patro, K. Sahu, Normalization: a preprocessing stage, preprint, arXiv: 1503.06462. |
| [72] | A. K. Dubey, V. Jain, Comparative study of convolution neural network's Relu and leaky-Relu activation functions, in Applications of Computing, Automation and Wireless Systems in Electrical Engineering (eds. S. Mishra, Y. Sood, A. Tomar), Springer, Singapore, 553 (2019), 873-880. https://doi.org/10.1007/978-981-13-6772-4_76 |
| [73] |
A. Menon, K. Mehrotra, C. K. Mohan, S. Ranka, Characterization of a class of sigmoid functions with applications to neural networks, Neural Networks, 9 (1996), 819-835. https://doi.org/10.1016/0893-6080(95)00107-7 doi: 10.1016/0893-6080(95)00107-7
|
| [74] |
J. J. Jijesh, Shivashankar, Keshavamurthy, A supervised learning based decision support system for multi-sensor healthcare data from wireless body sensor networks, Wireless Pers. Commun., 116 (2021), 1795–1813. https://doi.org/10.1007/s11277-020-07762-9 doi: 10.1007/s11277-020-07762-9
|

Figures(9) / Tables(2)
Dae-Geun Hong, Woong-Hee Han, Chang-Hee Yim. Tapping stream tracking model using computer vision and deep learning to minimize slag carry-over in basic oxygen furnace[J]. Electronic Research Archive, 2022, 30(11): 4015-4037. doi: 10.3934/era.2022204






 DownLoad:
DownLoad: