Citation: Araya Abera Betelie, Yonas Tsegaye Megera, Daniel Telahun Redda, Antony Sinclair. Experimental investigation of fracture toughness for treated sisal epoxy composite[J]. AIMS Materials Science, 2018, 5(1): 93-104. doi: 10.3934/matersci.2018.1.93

| [1] | Askeland DR, Fulay PP (2009) Essential of materials science and engineering. |
| [2] |
Pil L, Bensadoun F, Pariset J, et al. (2016) Why are designers fascinated by flax and hemp fiber composites? Compos Part A-Appl S 83: 193–205. doi: 10.1016/j.compositesa.2015.11.004

|
| [3] | Berghezan A (1966) Non-ferrous materials. Nucleus 8: 5–11. |
| [4] | Arpitha GR, Sanjay MR, Naik LL, et al. (2014) Mechanical properties of epoxy base hybrid composites reinforced with sisal/SIC/Glass fiber. Int J Eng Res Gen Sci 2: 398–405. |
| [5] |
Li Y, Hu CJ, Yu YH (2008) Interfacial studies of sisal fiber reinforced high density polyethylene (HDPE) composites. Compos Part A-Appl S 39: 570–578. doi: 10.1016/j.compositesa.2007.07.005
|
| [6] |
Prasad V, Joy A, Venkatachalam G, et al. (2014) Finite Element Analysis of jute and banana fibre reinforced hybrid polymer matrix composite and optimization of design parameters using ANOVA Technique. Procedia Eng 97: 1116–1125. doi: 10.1016/j.proeng.2014.12.390
|
| [7] | Barsom JM, Rolfe ST, Stanley TR (1999) Fracture and Fatigue Control in Structures: Application of Fracture Mechanics. |
| [8] | Knott JF (1973) Fundamentals of fracture mechanics. |
| [9] |
Alawar A, Hamed AM, Al-Kaabi K (2009) Characterization of treated date palm tree fiber as composite reinforcement. Compos Part B-Eng 40: 601–606. doi: 10.1016/j.compositesb.2009.04.018
|
| [10] |
Zhu XK, Joyce JA (2012) Review of fracture toughness (G, K, J, CTOD, CTOA) testing and standardization. Eng Fract Mech 85: 1–46. doi: 10.1016/j.engfracmech.2012.02.001
|
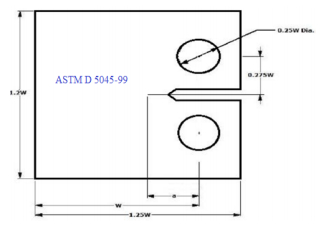
| [11] | ASTM D 5045-99 (1999) Standard Test Methods for Plane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic Materials |

Figures(14) / Tables(1)

Araya Abera Betelie, Yonas Tsegaye Megera, Daniel Telahun Redda, Antony Sinclair. Experimental investigation of fracture toughness for treated sisal epoxy composite[J]. AIMS Materials Science, 2018, 5(1): 93-104. doi: 10.3934/matersci.2018.1.93







 DownLoad:
DownLoad: