Citation: Jacinthe Gagnon, Rachel A. Caruso, Katharina M. Fromm. Embedding CeO2 nanocontainers in a TiO2 coating on glass surfaces[J]. AIMS Bioengineering, 2017, 4(1): 171-178. doi: 10.3934/bioeng.2017.1.171

| [1] | Jagur-Grodzinski J (2006) Polymers for tissue engineering, medical devices, and regenerative medicine. Concise general review of recent studies. Polym Advan Technol 17: 395–483. |
| [2] |
Hanawa T (2012) Research and development of metals for medical devices based on clinical needs. Sci Technol Adv Mater 13: 064102–064116. doi: 10.1088/1468-6996/13/6/064102

|
| [3] | Ellingsen JE, Lyngstadaas SP (2003) Bio-implant interface: improving biomaterials and tissue reactions. CRC Press. |
| [4] |
Minagar S, Wang J, Berndt CC, et al. (2013) Cell response of anodized nanotubes on titanium and titanium alloys. J Biomed Mater Res 101A: 2726–2739. doi: 10.1002/jbm.a.34575
|
| [5] |
Effah EAB, Bianco PD, Ducheyne P (1995) Crystal-structure of the surface oxide layer on titanium and its changes arising from immersion. J Biomed Mater Res 29: 73–80. doi: 10.1002/jbm.820290111
|
| [6] |
Eckhardt S, Brunetto PS, Gagnon J, et al. (2013) Nanobio silver: its interactions with peptides and bacteria, and its uses in medicine. Chem Rev 113: 4708–4754. doi: 10.1021/cr300288v
|
| [7] | Gagnon J, Fromm KM (2015) Toxicity and protective effects of cerium oxide nanoparticles (nanoceria) depending on their preparation method, particle size, cell type, and exposure route. Eur J Inorg Chem 2015: 4510–4517. |
| [8] |
Gagnon J, Clift MJD, Vanhecke D, et al. (2015) Integrating silver compounds and nanoparticles into ceria nanocontainers for antimicrobial applications. J Mater Chem B 3: 1760–1768. doi: 10.1039/C4TB02079K
|
| [9] |
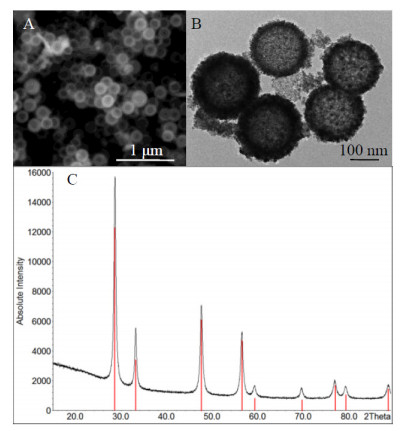
Gagnon J, Clift MJD, Vanhecke D, et al. (2016) Synthesis, characterization, antibacterial activity and cytotoxicity of hollow TiO2-coated CeO2 nanocontainers encapsulating silver nanoparticles for controlled silver release. J Mater Chem B 4: 1166–1174. doi: 10.1039/C5TB01917F
|
| [10] |
Kartsonakis I, Daniilidis I, Kordas G (2008) Encapsulation of the corrosion inhibitor 8-hydroxyquinoline into ceria nanocontainers. J Sol-Gel Sci Techn 48: 24–31. doi: 10.1007/s10971-008-1810-4
|
| [11] |
Borisova D, Akçakayıran D, Schenderlein M, et al. (2013) Nanocontainer-based anticorrosive coatings: effect of the container size on the self-healing performance. Adv Funct Mater 23: 3799–3812. doi: 10.1002/adfm.201203715
|
| [12] | Jiang Y, Jia T, Wooley PH, et al. (2013) Current research in the phathogenesis of aseptic implant loosening associated with particulate wear debris. Acta Orthop Belg 79: 1–9. |
| [13] |
Wooley PH, Morren R, Andary S, et al. (2002) Inflammatory responses to orthopaedic biomaterials in the murine air pouch. Biomaterials 23: 517–526. doi: 10.1016/S0142-9612(01)00134-X
|
| [14] |
Das B, Mandal M, Upadhyay A, et al. (2013) Bio-based hyperbranched polyurethane/Fe3O4 nanocomposites: smart antibacterial biomaterials for biomedical devices and implants. Biomed Mater 8: 035003–035014. doi: 10.1088/1748-6041/8/3/035003
|
| [15] |
Lorenzetti M, Biglino D, Novak S, et al. (2014) Photoinduced properties of nanocrystalline TiO2-anatase coating on Ti-based bone implants. Mater Sci Eng C 37: 390–398. doi: 10.1016/j.msec.2014.01.029
|
| [16] |
Song DH, Uhm SH, Kim SE, et al. (2012) Synthesis of titanium oxide thin films containing antibacterial silver nanoparticles by a reactive magnetron co-sputtering system for application in biomedical implants. Mater Res Bull 47: 2994–2998. doi: 10.1016/j.materresbull.2012.04.085
|
| [17] |
Lu Z, Mao C, Meng M, et al. (2014) Fabrication of CeO2 nanoparticle-modified silk for UV protection and antibacterial applications. J Colloid Interf Sci 435: 8–14. doi: 10.1016/j.jcis.2014.08.015
|
| [18] |
Brook IM, Hatton PV (1998) Glass-ionomers: bioactive implant materials. Biomaterials 19: 565–571. doi: 10.1016/S0142-9612(98)00138-0
|
| [19] |
Hum JH, Boccaccini AR (2012) Bioactive glasses as carriers for bioactive molecules and therapeutic drugs: a review. J Mater Sci Mater Med 23: 2317–2333. doi: 10.1007/s10856-012-4580-z
|
| [20] | Kartsonakis IA, Liatsi P, Daniilidis I, et al. (2008) Synthesis, characterization, and antibacterial action of hollow ceria nanospheres with/without a conductive polymer coating. J Am Ceram Soc 91: 372–378. |
| [21] | http://www.sigmaaldrich.com/catalog/product/sigma/p7793?lang=fr®ion=CA&gclid=Cj0KE QiAnvfDBRCXrabLl6-6t-0BEiQAW4SRUPVOSTgTtcJTSasj1ZiSmi0B0EFT5mldnbgH-N0yw zUaAly38P8HAQ). |
| [22] | Sun L, Huang C, Gong T, et al. (2010) A biocompatible approach to surface modification: biodegradable polymer functionalized super-paramagnetic iron oxide nanoparticles. Mater Sci Eng C 30: 583–589. |
| [23] |
Zhang ZF, Yu L, Liu W, et al. (2010) Surface modification of ceria nanoparticles and their chemical mechanical polishing behavior on glass substrate. Appl Surf Sci 256: 3856–3861. doi: 10.1016/j.apsusc.2010.01.040
|
| [24] |
Sahu SK, Chakrabarty A, Bhattacharya D, et al. (2011) Single step surface modification of highly stable magnetic nanoparticles for purification of his-tag proteins. J Nanopart Res 13: 2475–2484. doi: 10.1007/s11051-010-0140-y
|
| [25] | Kosacki I, Suzuki T, Anderson HU, et al. (2002) Raman scattering and lattice defects in nanocrystalline CeO2 thin films. Solid State Ionics 149: 99–105. |
| [26] |
Karakoti AS, Tsigkou O, Yue S, et al. (2010) Rare earth oxides as nanoadditives in 3-D nanocomposite scaffolds for bone regeneration. J Mater Chem 20: 8912–8919. doi: 10.1039/c0jm01072c
|
| [27] |
Catauro M, Papale F, Bollino F (2015) Characterization and biological properties of TiO2/PCL hybrid layers prepared via sol-gel dip coating for surface modification of titanium implants. J Non-Cryst Solids 415: 9–15. doi: 10.1016/j.jnoncrysol.2014.12.008
|
Figures(3)

Jacinthe Gagnon, Rachel A. Caruso, Katharina M. Fromm. Embedding CeO2 nanocontainers in a TiO2 coating on glass surfaces[J]. AIMS Bioengineering, 2017, 4(1): 171-178. doi: 10.3934/bioeng.2017.1.171






 DownLoad:
DownLoad: