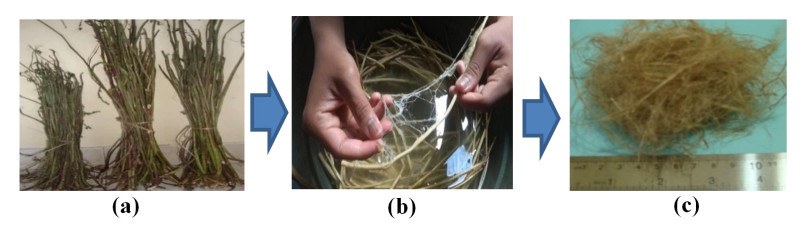
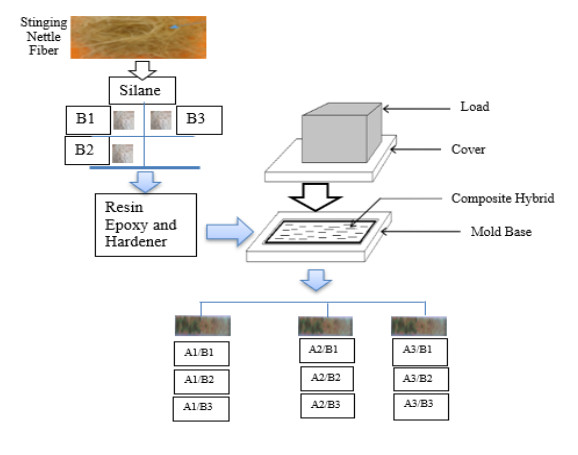
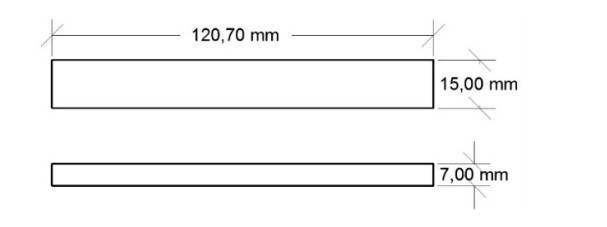
The advantage properties of stinging nettle (Urtica dioica L.) fiber compared to other natural fibers are its strength and lightweight. These fibers can be used as a substitute for synthetic fibers for reinforcing epoxy resin composite hybrid materials. This study aimed to determine the flexural properties of epoxy resin composite hybrids reinforced with stinging nettle fiber with weight ratios: 10%, 15%, and 20%, and chemical treatment of silane on the fibers: 3%, 6%, and 9%. The method of making composites was by hand lay-up, at room temperature, holding time 12 h, and using a load of 10 psi. Flexural testing used the RTG 1250 type test tool concerning the ASTM D790-3 standard. The results showed that the ratio of stinging nettle fiber composition to the epoxy resin matrix and silane treatment had a significant effect on flexural strength. Hybrid composite with 10% fiber and 3% silane treatment mode had the lowest flexural strength at 32.065 MPa and the highest flexural strength at 20% fiber and 9% silane treatment at 49.325 MPa. The highest strain was 0.0284 mm/mm in the 20% fiber and 9% treatment and the lowest was 0.0141 mm/mm in the 10% fiber and 3% silane treatment. Therefore, stinging nettle fiber-reinforced epoxy resin hybrid composites are able to withstand bending loads due to their high flexural properties. With the increase in fiber composition, the increase in silane concentration provides increased strain so that the flexural ability will be better.
Citation: Iketut Suarsana, Igpagus Suryawan, NPG Suardana, Suprapta Winaya, Rudy Soenoko, Budiarsa Suyasa, Wijaya Sunu, Made Rasta. Flexural strength of hybrid composite resin epoxy reinforced stinging nettle fiber with silane chemical treatment[J]. AIMS Materials Science, 2021, 8(2): 185-199. doi: 10.3934/matersci.2021013
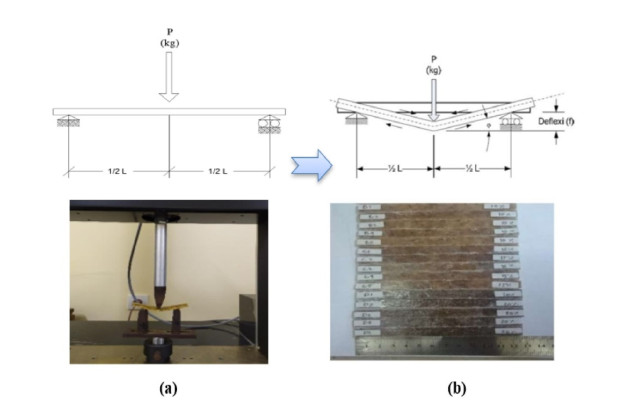
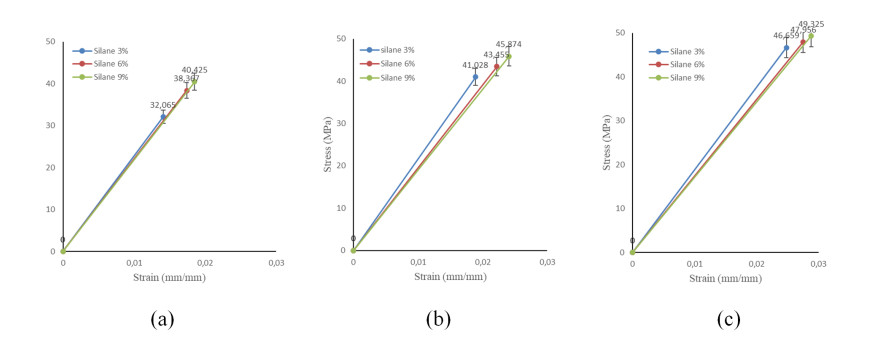
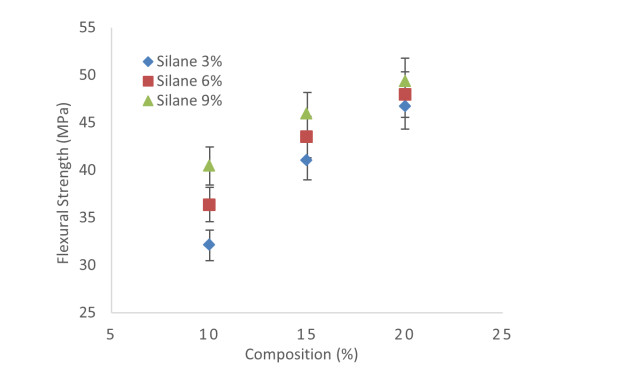
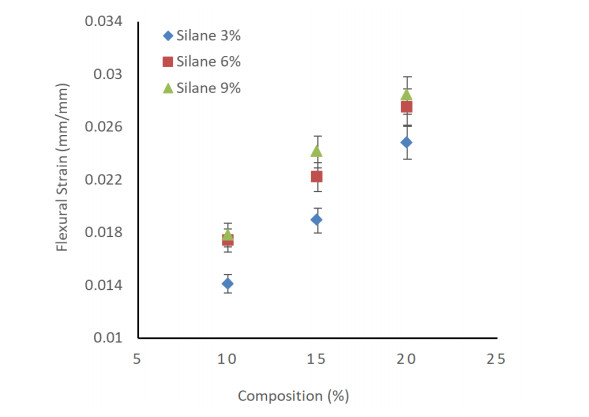
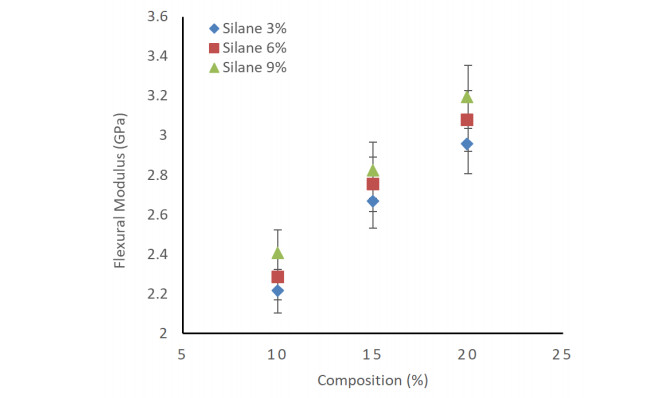
The advantage properties of stinging nettle (Urtica dioica L.) fiber compared to other natural fibers are its strength and lightweight. These fibers can be used as a substitute for synthetic fibers for reinforcing epoxy resin composite hybrid materials. This study aimed to determine the flexural properties of epoxy resin composite hybrids reinforced with stinging nettle fiber with weight ratios: 10%, 15%, and 20%, and chemical treatment of silane on the fibers: 3%, 6%, and 9%. The method of making composites was by hand lay-up, at room temperature, holding time 12 h, and using a load of 10 psi. Flexural testing used the RTG 1250 type test tool concerning the ASTM D790-3 standard. The results showed that the ratio of stinging nettle fiber composition to the epoxy resin matrix and silane treatment had a significant effect on flexural strength. Hybrid composite with 10% fiber and 3% silane treatment mode had the lowest flexural strength at 32.065 MPa and the highest flexural strength at 20% fiber and 9% silane treatment at 49.325 MPa. The highest strain was 0.0284 mm/mm in the 20% fiber and 9% treatment and the lowest was 0.0141 mm/mm in the 10% fiber and 3% silane treatment. Therefore, stinging nettle fiber-reinforced epoxy resin hybrid composites are able to withstand bending loads due to their high flexural properties. With the increase in fiber composition, the increase in silane concentration provides increased strain so that the flexural ability will be better.

| [1] | Hegi G (1998) Illustrierte Flora von Mitteleuropa I/3. Spermatophyta. Angiospermae. Monocotyledones 1(2), 3 Eds., Berlin: Blackwell Verlag GmbH. |
| [2] |
Mulenga TK, Ude AU, Vivekanandhan C (2020) Concise review on the mechanical characteristics of hybrid natural fibres with filler content. AIMS Mater Sci 7: 650-664. doi: 10.3934/matersci.2020.5.650

|
| [3] |
Xie Y, Hill CAS, Xiao Z, et al. (2010) Silane coupling agents used for natural fiber/polymer composites: A review. Compos Part A-Appl S 41: 806-819. doi: 10.1016/j.compositesa.2010.03.005
|
| [4] |
Kushwaha PK, Kumar R (2010) Studies on water absorption of bamboo-polyester composites: Effect of silane treatment of mercerized bamboo. Polym-Plast Technol 49: 45-52. doi: 10.1080/03602550903283026
|
| [5] |
Jesson DA, Watts JF (2012) The interface and interphase in polymer matrix composites: Effect on mechanical properties and methods for identification. Polym Rev 52: 321-354. doi: 10.1080/15583724.2012.710288
|
| [6] |
Suarsana K, Soenoko R (2015) Hardness, density and porosity of Al/(SiCw+Al2O3p) composite by powder metallurgy process without and with sintering. Appl Mech Mater 776: 246-252. doi: 10.4028/www.scientific.net/AMM.776.246
|
| [7] | Maryanti B, Sonief A, Wahyudi S (2011) Effect of alkalization of coconut-polyester fiber composites on tensile strength. Mech Eng 2: 123-129. |
| [8] |
Haameem M, Majid MS, Afendi M, et al. (2016) Mechanical properties of Napier grass fibre/polyester composites. Compos Struct 136: 1-10. doi: 10.1016/j.compstruct.2015.09.051
|
| [9] |
Aziz SH, Ansell MP (2004) The effect of alkalization and fibre alignment on the mechanical and thermal properties of kenaf and hemp bast fibre composites: Part 1—polyester resin matrix. Compos Sci Technol 64: 1219-1230. doi: 10.1016/j.compscitech.2003.10.001
|
| [10] |
Kumar MA, Reddy GR, Bharathi YS, et al. (2010) Frictional coefficient, hardness, impact strength, and chemical resistance of reinforced sisal-glass fiber epoxy hybrid composites. J Compos Mater 26: 3195-3202. doi: 10.1177/0021998310371551
|
| [11] |
Ashori A (2006) Nonwood fibers—A potential source of raw material in papermaking. Polym-Plast Technol 45: 1133-1136. doi: 10.1080/03602550600728976
|
| [12] |
Petchwattana N, Covavisaruch S (2014) Mechanical and morphological properties of wood plastic biocomposites prepared from toughened poly (lactic acid) and rubber wood sawdust (hevea brasiliensis). J Bionic Eng 11: 630-637. doi: 10.1016/S1672-6529(14)60074-3
|
| [13] |
Asim M, Jawaid M, Abdan K, et al. (2016) Effect of alkali and silane treatments on mechanical and fibre-matrix bond strength of kenaf and pineapple leaf fibres. J Bionic Eng 13: 426-435. doi: 10.1016/S1672-6529(16)60315-3
|
| [14] |
Fathi B, Foruzanmehr M, Elkoun S, et al. (2019) Novel approach for silane treatment of flax fiber to improve the interfacial adhesion in flax/bio epoxy composites. J Compos Mater 53: 2229-2238. doi: 10.1177/0021998318824643
|
| [15] |
Sepe R, Bollino F, Boccarusso L, et al. (2017) Influence of chemical treatments on mechanical properties of hemp fiber reinforced composites. Compos Part B-Eng 133: 210-217. doi: 10.1016/j.compositesb.2017.09.030
|
| [16] |
Lu T, Jiang M, Jiang Z, et al. (2013) Effect of surface modification of bamboo cellulose fibers on mechanical properties of cellulose/epoxy composites. Compos Part B-Eng 51: 28-34. doi: 10.1016/j.compositesb.2013.02.031
|
| [17] |
Alix S, Philippe E, Bessadok A, et al. (2009) Effect of chemical treatments on water sorption and mechanical properties of flax fibres. Bioresource Technol 100: 4742-4749. doi: 10.1016/j.biortech.2009.04.067
|
| [18] | Sen S, Ankit (2018) An experimental study of concrete mix by adding natural fiber (zucchini fiber/luffa fiber). Int J Civ Eng Technol 9: 724-732. |
| [19] | Shetty D, Shetty N (2019) A literature review on processing and testing of mechanical properties of hybrid composites using graphene/epoxy with alumina. Int J Mech Eng Technol 10: 1263-1274. |
| [20] | Alex S, Retnam SJ (2014) A review on degradable hybrid natural fibre polymer composites. Int J Des Manuf Technol 5: 137-141. |
| [21] | Bacci L, Baronti S, Predieri S, et al. (2009) Fiber yield and quality of fiber nettle (Urtica dioica L.) cultivated in Italy. Ind Crop Prod 29: 480-484. |
| [22] |
Ali A, Shaker K, Nawab Y, et al. (2018) Hydrophobic treatment of natural fibers and their composites—A review. J Ind Text 47: 2153-2183. doi: 10.1177/1528083716654468
|
| [23] | Suryawan IGP, Suardana NPG, Winaya INS, et al. (2020) A study on correlation between hardness and thermal conductivity of polymer composites reinforced with stinging nettle fiber. Int J Civ Eng Technol 11: 94-104. |
| [24] | Biswas S, Anurag J (2019) Fabrication of composite laminates, In: Bajpai PK, Singh I, Reinforced Polymer Composites: Processing, Characterization and Post Life Cycle Assessment, 1 Ed., New Jersey: John Wiley & Sons, 39-53. |
| [25] | Sari NH, Sinarep S (2011) Analysis of bending strength of epoxy composites with nylon fiber reinforcement. Mech Eng Dynam 1: 1-6. |
| [26] |
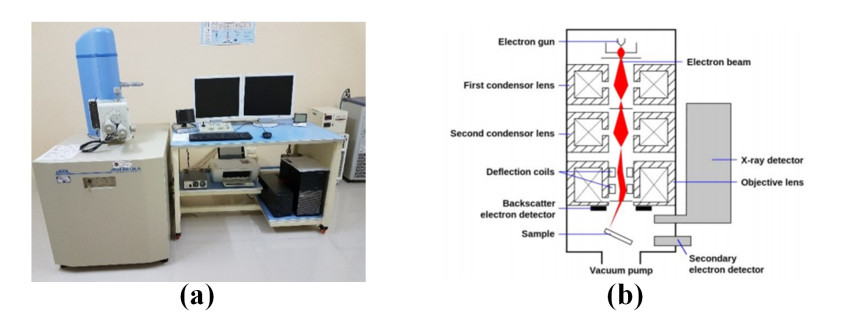
Choudhary OP, Choudhary P (2017) Scanning electron microscope: advantages and disadvantages in imaging components. Int J Curr Microbiol Appl Sci 6: 1877-1882. doi: 10.20546/ijcmas.2017.605.207
|
| [27] | Huda S (2008) Composites from chicken feather and cornhusk—preparation and characterization[PhD's thesis]. University of Nebraska, Lincoln. |
Figures(11) / Tables(1)

Iketut Suarsana, Igpagus Suryawan, NPG Suardana, Suprapta Winaya, Rudy Soenoko, Budiarsa Suyasa, Wijaya Sunu, Made Rasta. Flexural strength of hybrid composite resin epoxy reinforced stinging nettle fiber with silane chemical treatment[J]. AIMS Materials Science, 2021, 8(2): 185-199. doi: 10.3934/matersci.2021013







 DownLoad:
DownLoad: