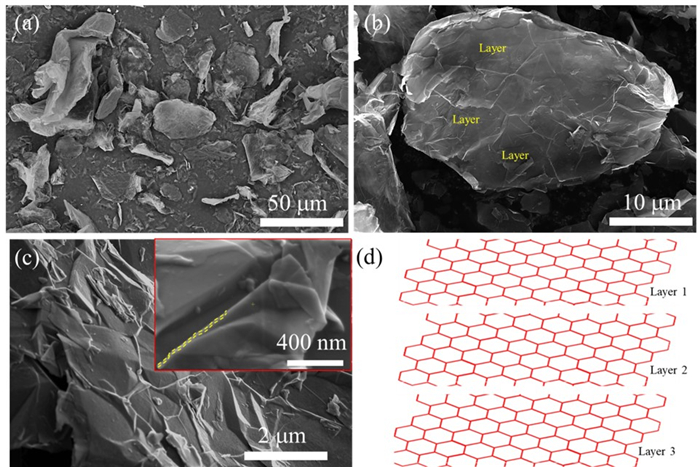
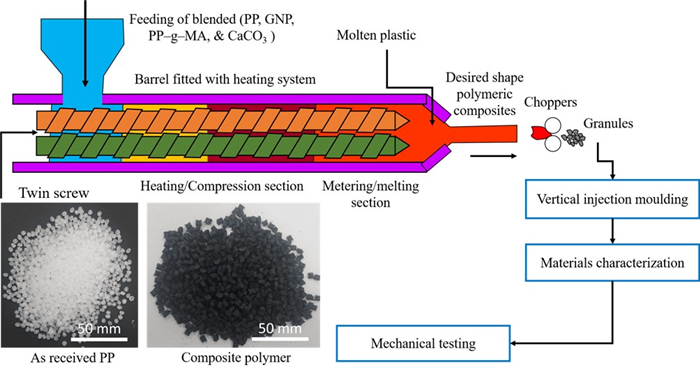
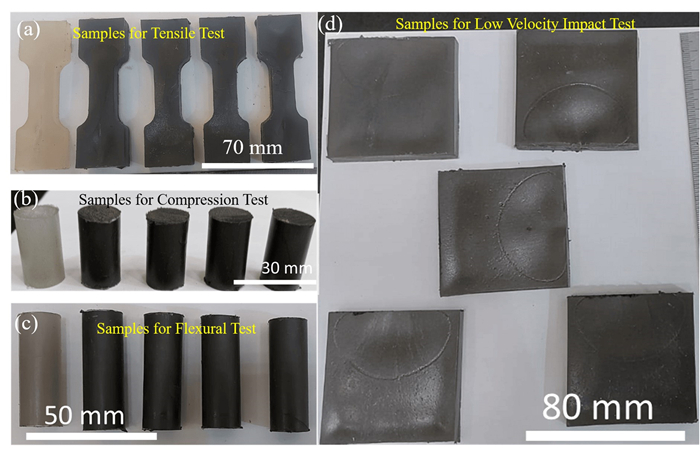
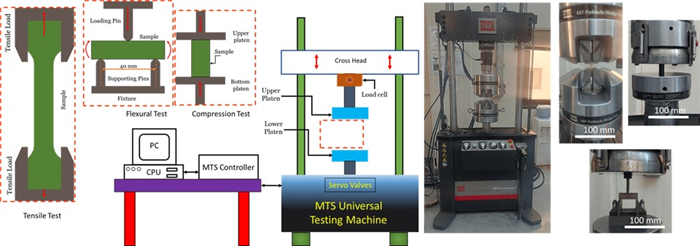
In this study, ultra-fine graphene nanoplatelets (GNPs) were employed as nanofillers to reinforce a polypropylene (PP) matrix. This was done in conjunction with a polypropylene grafted maleic anhydride (PP-MAH) compatibilizer and calcium carbonate (CaCO3), with the aim of improving the mechanical and thermal properties of the resulting hybrid composites. Formulations for the hybrid composites were fabricated by compounding the PP matrix with varying weight percentages of GNPs (x = 0.5, 1.0, 1.5, 2.0), 2 wt.% CaCO3, and 5 wt.% PP-MAH using a twin-screw extruder followed by injection molding. This research thoroughly investigates the mechanical and thermal characteristics. X-ray diffraction (XRD), X-ray photoelectron spectroscopy (XPS), and Fourier-transform infrared spectroscopy (FTIR) results confirm the successful development of hybrid composites. The thermal stability, crystallization temperature, melting temperature, tensile strength, flexural strength, and impact resistance were evaluated using differential scanning calorimetry (DSC), thermogravimetric analysis (TGA), universal testing machine, and low-velocity impact tester, respectively. The results indicated a significant improvement in the tensile strength of the PP matrix with the addition of GNPs, with the highest enhancement observed at 1.5 wt.% GNP loading, where the tensile strength reached a maximum of 40.54 MPa. This improvement was attributed to the proper interconnection, bonding, and compounding of PP with GNPs, thus leading to an increase in the load transfer efficiency.
Citation: R. Daulath Banu, R. Karunanithi, S. Sivasankaran, B. Subramanian, Abdullah A. Alhomidan. Synthesis, characterization, thermal and mechanical behavior of polypropylene hybrid composites embedded with CaCO3 and graphene nano-platelets (GNPs) for structural applications[J]. AIMS Materials Science, 2024, 11(3): 463-494. doi: 10.3934/matersci.2024024
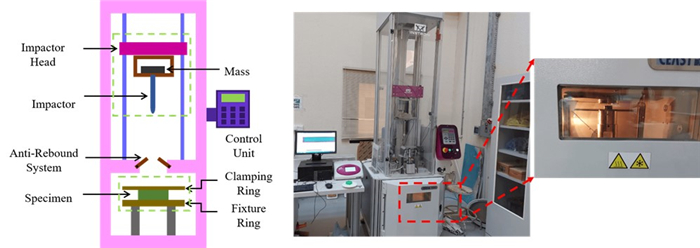
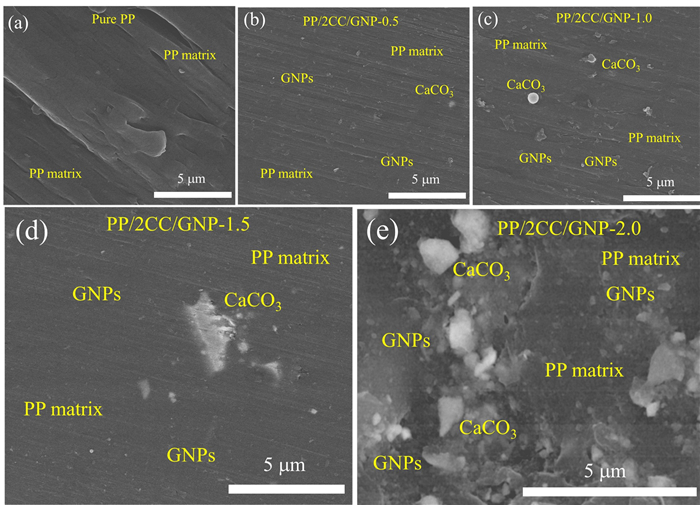
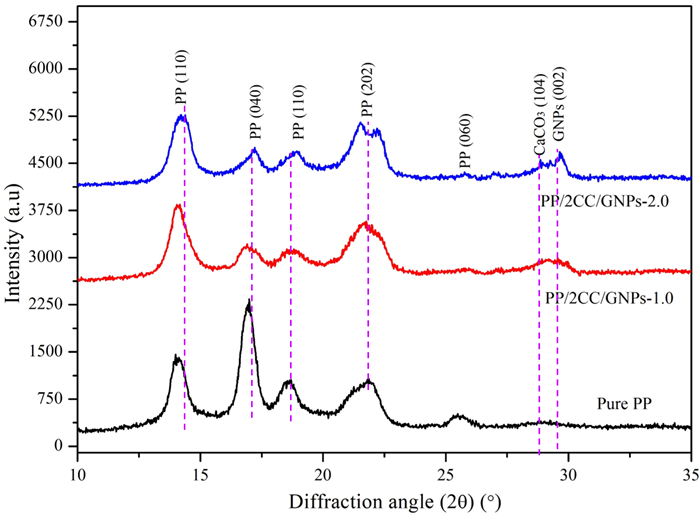
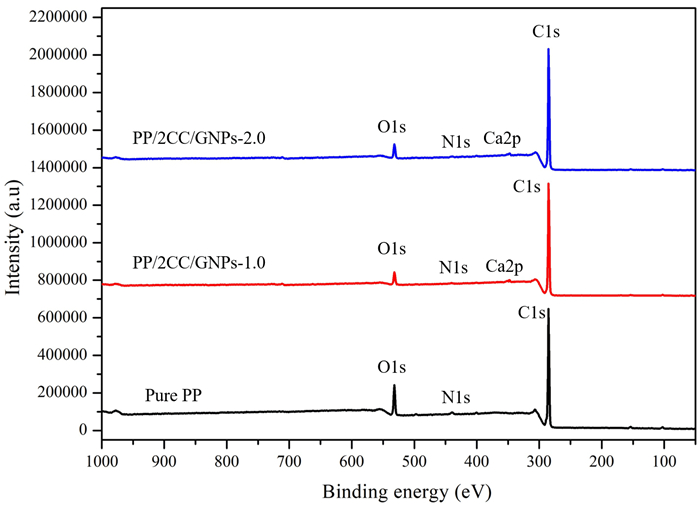
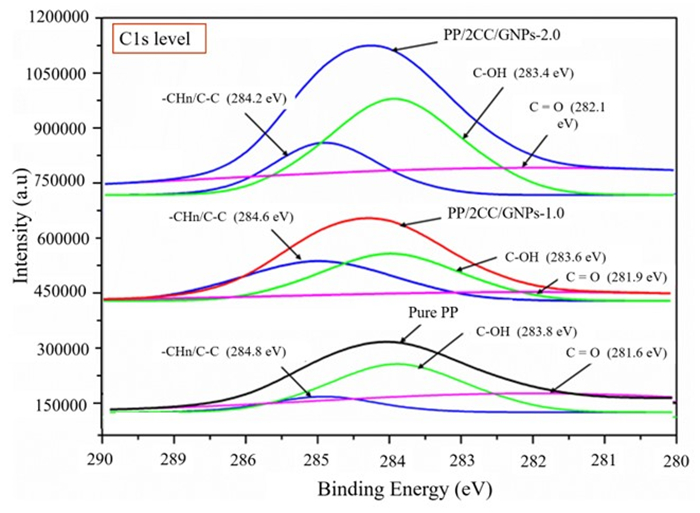
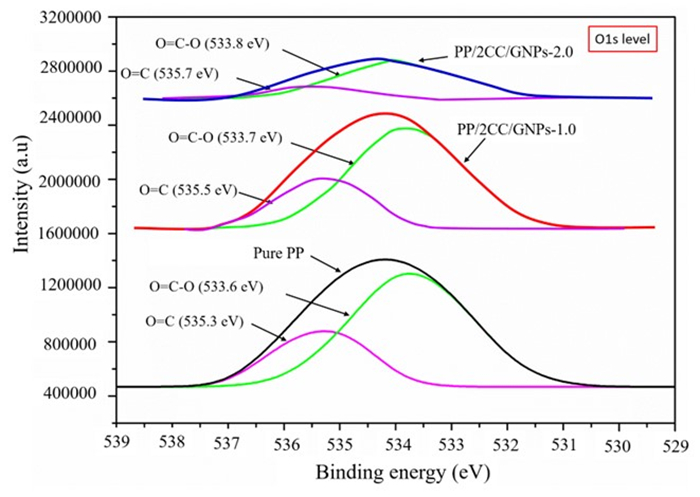
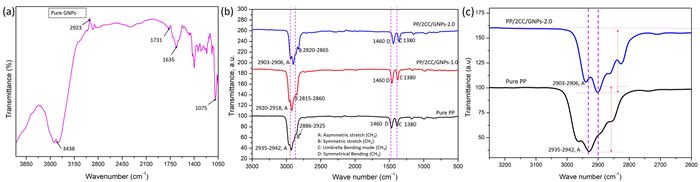
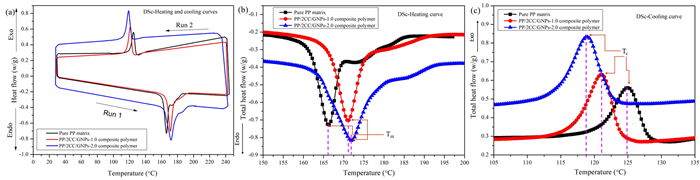
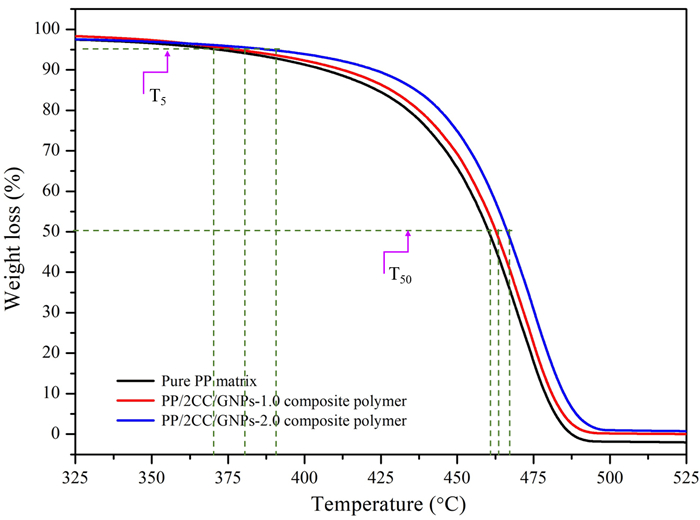
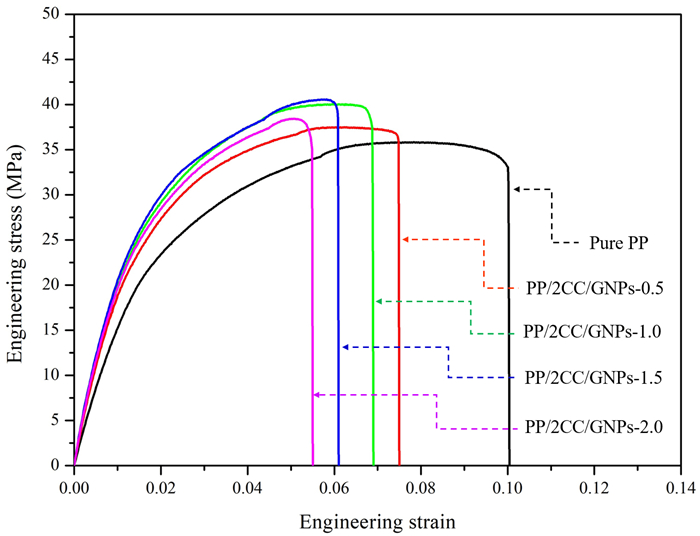
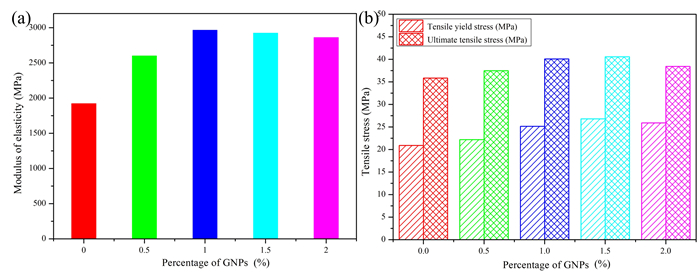
In this study, ultra-fine graphene nanoplatelets (GNPs) were employed as nanofillers to reinforce a polypropylene (PP) matrix. This was done in conjunction with a polypropylene grafted maleic anhydride (PP-MAH) compatibilizer and calcium carbonate (CaCO3), with the aim of improving the mechanical and thermal properties of the resulting hybrid composites. Formulations for the hybrid composites were fabricated by compounding the PP matrix with varying weight percentages of GNPs (x = 0.5, 1.0, 1.5, 2.0), 2 wt.% CaCO3, and 5 wt.% PP-MAH using a twin-screw extruder followed by injection molding. This research thoroughly investigates the mechanical and thermal characteristics. X-ray diffraction (XRD), X-ray photoelectron spectroscopy (XPS), and Fourier-transform infrared spectroscopy (FTIR) results confirm the successful development of hybrid composites. The thermal stability, crystallization temperature, melting temperature, tensile strength, flexural strength, and impact resistance were evaluated using differential scanning calorimetry (DSC), thermogravimetric analysis (TGA), universal testing machine, and low-velocity impact tester, respectively. The results indicated a significant improvement in the tensile strength of the PP matrix with the addition of GNPs, with the highest enhancement observed at 1.5 wt.% GNP loading, where the tensile strength reached a maximum of 40.54 MPa. This improvement was attributed to the proper interconnection, bonding, and compounding of PP with GNPs, thus leading to an increase in the load transfer efficiency.

| [1] |
Hu P, Yang H (2013) Polypropylene filled with kaolinite-based conductive powders. Appl Clay Sci 83–84: 122–128. https://doi.org/10.1016/j.clay.2013.08.025 doi: 10.1016/j.clay.2013.08.025

|
| [2] |
Cataldi P, Athanassiou A, Bayer IS (2018) Graphene nanoplatelets-based advanced materials and recent progress in sustainable applications. Appl Sci 8: 1438. https://doi.org/10.3390/app8091438 doi: 10.3390/app8091438
|
| [3] |
Potts JR, Dreyer DR, Bielawski CW, et al. (2011) Graphene-based polymer nanocomposites. Polymer 52: 5–25. https://doi.org/10.1016/j.polymer.2010.11.042 doi: 10.1016/j.polymer.2010.11.042
|
| [4] |
Geng Y, Li J, Wang SJ, et al. (2008) Amino functionalization of graphite nanoplatelet. J Nanosci Nanotechnol 8: 6238–6246. https://doi.org/10.1166/jnn.2008.18377 doi: 10.1166/jnn.2008.18377
|
| [5] |
Inuwa IM, Hassan A, Samsudin SA, et al. (2014) Characterization and mechanical properties of exfoliated graphite nanoplatelets reinforced polyethylene terephthalate/polypropylene composites. J Appl Polym Sci 131: 40582. https://doi.org/10.1002/app.40582 doi: 10.1002/app.40582
|
| [6] |
Karevan M, Kalaitzidou K (2013) Formation of a complex constrained region at the graphite nanoplatelets-polyamide 12 interface. Polymer 54: 3691–3698. https://doi.org/10.1016/j.polymer.2013.05.019 doi: 10.1016/j.polymer.2013.05.019
|
| [7] |
Kalaitzidou K, Fukushima H, Drzal LT (2007) Mechanical properties and morphological characterization of exfoliated graphite–polypropylene nanocomposites. Compos Part A Appl Sci Manuf 38: 1675–1682. https://doi.org/10.1016/j.compositesa.2007.02.003 doi: 10.1016/j.compositesa.2007.02.003
|
| [8] |
Duguay AJ, Nader JW, Kiziltas A, et al. (2014) Exfoliated graphite nanoplatelet-filled impact modified polypropylene nanocomposites: Influence of particle diameter, filler loading, and coupling agent on the mechanical properties. Appl Nanosci 4: 279–291. https://doi.org/10.1007/s13204-013-0204-2 doi: 10.1007/s13204-013-0204-2
|
| [9] |
Coleman JN, Khan U, Blau WJ, et al. (2006) Small but strong: A review of the mechanical properties of carbon nanotube–polymer composites. Carbon 44: 1624–1652. https://doi.org/10.1016/j.carbon.2006.02.038 doi: 10.1016/j.carbon.2006.02.038
|
| [10] |
Beloshenko VA, Voznyak AV, Voznyak Y, et al. (2017) Effect of simple shear induced orientation process on the morphology and properties of polyolefin/graphite nanoplates composites. Compos Sci Technol 139: 47–56. https://doi.org/10.1016/j.compscitech.2016.12.009 doi: 10.1016/j.compscitech.2016.12.009
|
| [11] |
Vilaverde C, Santos RM, Paiva MC, et al. (2015) Dispersion and re-agglomeration of graphite nanoplates in polypropylene melts under controlled flow conditions. Compos Part A Appl Sci Manuf 78: 143–151. https://doi.org/10.1016/j.compositesa.2015.08.010 doi: 10.1016/j.compositesa.2015.08.010
|
| [12] |
Jang BJ, Zhamu A (2008) Processing of nanographene platelets (NGPs) and NGP nanocomposites: A review. J Mater Sci 43: 5092–5101. https://doi.org/10.1007/s10853-008-2755-2 doi: 10.1007/s10853-008-2755-2
|
| [13] |
He FA, Wu HJ, Yang XL, et al. (2015) Novel exfoliated graphite nanoplates/syndiotactic polystyrene composites prepared by solution-blending. Polym Test 42: 45–53. https://doi.org/10.1016/j.polymertesting.2015.01.002 doi: 10.1016/j.polymertesting.2015.01.002
|
| [14] |
Paszkiewicz S, Taraghi I, Fereidoon A, et al. (2018) Nanocomposites based on polymer blends: Enhanced interfacial interactions in polycarbonate/ethylene-propylene copolymer blends with multi-walled carbon nanotubes. Compos Interfaces 25: 275–286. http://dx.doi.org/10.1080/09276440.2018.1393253 doi: 10.1080/09276440.2018.1393253
|
| [15] |
Ajitha AR, Mathew LP, Thomas S (2019) Effect of MA-g-PP compatibilizer on morphology and electrical properties of MWCNT based blend nanocomposites: New strategy to enhance the dispersion of MWCNTs in immiscible poly (trimethylene terephthalate)/polypropylene blends. Eur Polym J 118: 595–605. http://dx.doi.org/10.1016/j.eurpolymj.2019.06.027 doi: 10.1016/j.eurpolymj.2019.06.027
|
| [16] |
Jolfaei AF, Gavgani JN, Jalali A, et al. (2015) Effect of organoclay and compatibilizers on microstructure, rheological and mechanical properties of dynamically vulcanized EPDM/PP elastomers. Polym Bull 72: 1127–1144. http://dx.doi.org/10.1007/s00289-015-1328-1 doi: 10.1007/s00289-015-1328-1
|
| [17] |
Yousfi M, Livi S, Dumas A, et al. (2014) Compatibilization of polypropylene/polyamide 6 blends using new synthetic nanosized talc fillers: Morphology, thermal, and mechanical properties. J Appl Polym Sci 131: 40453. https://doi.org/10.1002/app.40453 doi: 10.1002/app.40453
|
| [18] |
Al-Saleh MA, Yussuf AA, Al-Enezi S, et al. (2019) Polypropylene/graphene nanocomposites: Effects of GNP loading and compatibilizers on the mechanical and thermal properties. Materials 12: 3924. https://doi.org/10.3390/ma12233924 doi: 10.3390/ma12233924
|
| [19] |
Wang S, Ajji A, Guo S, et al. (2017) Preparation of microporous polypropylene/titanium dioxide composite membranes with enhanced electrolyte uptake capability via melt extruding and stretching. Polymers 9: 110. https://doi.org/10.3390/polym9030110 doi: 10.3390/polym9030110
|
| [20] | Alaburdaite R, Paluckiene E, Grevys S (2016) Comparison of the surface characteristics of polyethylene and polypropylene films and polyester textile coated with electroconductive copper sulphide thin films. Chalcogenide Lett 13: 529–536. |
| [21] |
Yang N, Zhang ZC, Ma N, et al. (2017) Effect of surface modified kaolin on properties of polypropylene grafted maleic anhydride. Results Phys 7: 969–974. http://dx.doi.org/10.1016/j.rinp.2017.02.030 doi: 10.1016/j.rinp.2017.02.030
|
| [22] |
Meena R, Hashmi AW, Ahmad S, et al. (2023) Influence of fly ash on thermo-mechanical and mechanical behavior of injection molded polypropylene matrix composites. Chemosphere 343: 140225. https://doi.org/10.1016/j.chemosphere.2023.140225 doi: 10.1016/j.chemosphere.2023.140225
|
| [23] |
Rampal, Zafar S (2023) Effect of microwave power on the hole characteristics in microwave-drilled kenaf/polypropylene composites. J Manuf Process 102: 218–230. https://doi.org/10.1016/j.jmapro.2023.07.052 doi: 10.1016/j.jmapro.2023.07.052
|
| [24] | Tirlangi S, Mohamed MJS, Karthik K, et al. (2023) Influence on the mechanical properties of virgin recycled polypropylene composites with different types of reinforcing loads. Mater Today Proc. http://dx.doi.org/10.1016/j.matpr.2023.07.235 |
| [25] |
Jan P, Matkovic S, Bek M, et al. (2023) Tribological behaviour of green wood-based unrecycled and recycled polypropylene composites. Wear 524: 204826. https://doi.org/10.1016/j.wear.2023.204826 doi: 10.1016/j.wear.2023.204826
|
| [26] | Gorbe A, Varga LJ, Barany T (2023) Development of nanoparticle-filled polypropylene-based single polymer composite foams. Heliyon 9: e19638. https://doi.org/10.1016/j.heliyon.2023.e19638 |
| [27] |
Leong YW, Abu Bakarm MB, Ishak ZAM, et al. (2004) Comparison of the mechanical properties and interfacial interactions between talc, kaolin, and calcium carbonate filled polypropylene composites. J Appl Polym Sci 91: 3315–3326. http://dx.doi.org/10.1002/app.13542 doi: 10.1002/app.13542
|
| [28] | Ahmed KZ, Faizan M, Azam F, et al. (2023) Hardness assessment of novel waste tire rubber-polypropylene composite. Mater Today Proc. https://doi.org/10.1016/j.matpr.2023.03.445 |
| [29] | Anandakumar P, Timmaraju MV, Velmurugan R (2023) Low-velocity impact behavior of injection over-molded short/continuous fiber reinforced polypropylene composites. Mater Today Proc. http://dx.doi.org/10.1016/j.matpr.2023.02.368 |
| [30] |
Balogun OA, Daramola OO, Adediran AA, et al. (2023) Investigation of Jute/Tetracarpidium conophorum reinforced polypropylene composites for automobile application: Mechanical, wear and flow properties. Alex Eng J 65: 327–341. http://dx.doi.org/10.1016/j.aej.2022.10.026 doi: 10.1016/j.aej.2022.10.026
|
| [31] | Rothon R, Paynter C (2017) Calcium carbonate fillers, In: Rothon R, Fillers for Polymer Applications. Polymers and Polymeric Composites: A Reference Series, Cham: Springer. https://doi.org/10.1007/978-3-319-28117-9_35 |
| [32] |
Prolongo SG, Moriche R, Jimenez-Suarez A, et al. (2014) Advantages and disadvantages of the addition of graphene nanoplatelets to epoxy resins. Eur Polym J 61: 206–214. https://doi.org/10.1016/j.eurpolymj.2014.09.022 doi: 10.1016/j.eurpolymj.2014.09.022
|
| [33] |
Hoorieh B, Andrzej P (2022) Crystallization of partially disentangled polypropylene in nanocomposites with aluminum oxide. Polymer 254: 125049. https://doi.org/10.1016/j.polymer.2022.125049 doi: 10.1016/j.polymer.2022.125049
|
| [34] | Gorbe A, Varga LJ, Barany T (2023) Development of nanoparticle-filled polypropylene-based single polymer composite foams. Heliyon 9: e19638. https://doi.org/10.1016/j.heliyon.2023.e19638 |
| [35] | Ghabezi P, Farahani M, Fakhr HM, et al. (2016) Investigation of mechanical behavior of alfa and gamma nano-alumina/epoxy composite made by Vartm. Int J Adv Biotechnol Res 7: 731–736. |
| [36] | Ghabezi P, Farahani M, Fakhr HM (2016) Experimental investigation of nano-alumina effect on the filling time in Vartm process. J Fundam Appl Sci 82S: 925–940. http://dx.doi.org/10.4314/jfas.v8i2s.146 |
| [37] |
Mourya P, Ramesh NG, Saini R, et al. (2024) Epoxy coating reinforced with graphene-PANI nanocomposites for enhancement of corrosion-resistance performance of mild steel in saline water. Colloid Surface A 687: 133500. http://dx.doi.org/10.1016/j.colsurfa.2024.133500 doi: 10.1016/j.colsurfa.2024.133500
|
| [38] |
Feng J, Safaei B, Qin Z, et al. (2023) Effects of graphene surface morphology on damping properties of epoxy composites. Polymer 281: 126107. https://doi.org/10.1016/j.polymer.2023.126107 doi: 10.1016/j.polymer.2023.126107
|
| [39] |
Feng J, Safaei B, Qin Z, et al. (2023) Nature-inspired energy dissipation sandwich composites reinforced with high-friction graphene. Compos Sci Technol 233: 109925. https://doi.org/10.1016/j.compscitech.2023.109925 doi: 10.1016/j.compscitech.2023.109925
|
| [40] |
Zhao X, Huang D, Ewulonu CM, et al. (2021) Polypropylene/graphene nanoplatelets nanocomposites with high conductivity via solid-state shear mixing. E-Polymers 21: 520–532. https://doi.org/10.1515/epoly-2021-0039 doi: 10.1515/epoly-2021-0039
|
| [41] |
Seretis GV, Manolakos DE, Provatidis CG (2018) On the graphene nanoplatelets reinforcement of extruded high density polyethylene. Composites Part B 145: 81–89. https://doi.org/10.1016/j.compositesb.2018.03.020 doi: 10.1016/j.compositesb.2018.03.020
|
| [42] |
Yang SY, Lin WN, Huang YL, et al. (2011) Synergetic effects of graphene platelets and carbon nanotubes on the mechanical and thermal properties of epoxy composites. Carbon 49: 793–803. http://dx.doi.org/10.1016/j.carbon.2010.10.014 doi: 10.1016/j.carbon.2010.10.014
|
| [43] |
Fitaroni LB, Lima JAD, Cruz SA (2015) Thermal stability of polypropylene–montmorillonite clay nanocomposites: Limitation of the thermogravimetric analysis. Polym Degrad Stab 111: 102–108. https://doi.org/10.1016/j.polymdegradstab.2014.10.016 doi: 10.1016/j.polymdegradstab.2014.10.016
|
| [44] |
Chacon JM, Caminero MA, Garcia-Plaza E (2017) Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater Design 124: 143–157. https://doi.org/10.1016/j.matdes.2017.03.065 doi: 10.1016/j.matdes.2017.03.065
|
| [45] |
Shishevan FA, Akbulut H, Mohtadi-Bonab MA (2017) Low velocity impact behavior of basalt fiber-reinforced polymer composites. J Mater Eng Perform 26: 2890–2900. http://dx.doi.org/10.1007/s11665-017-2728-1 doi: 10.1007/s11665-017-2728-1
|
| [46] | ASTM Int. West Conshohocken (2005) Standard test method for measuring the damage resistance of a fiber-reinforced polymer matrix composite to a drop-weight impact event. Available from: https://www.astm.org/d7136_d7136m-15.html. |
| [47] |
Niu P, Liu B, Wei X (2011) Study on mechanical properties and thermal stability of polypropylene/hemp fiber composites. J Reinf Plast Comp 30: 36–44. http://dx.doi.org/10.1177/0731684410383067 doi: 10.1177/0731684410383067
|
| [48] |
Feng J, Safaei B, Qin Z, et al. (2023) Bio-inspired metallic cellular material with extraordinary energy dissipation capability. Chem Eng J 475: 146382. http://dx.doi.org/10.1016/j.cej.2023.146382 doi: 10.1016/j.cej.2023.146382
|
| [49] |
Xie XL, Fung KL, Li RKY, et al. (2002) Structural and mechanical behavior of polypropylene/maleated styrene‐(ethylene‐co‐butylene)‐styrene/sisal fiber composites prepared by injection molding. J Polym Sci B Polym Phys 40: 1214–1222. https://doi.org/10.1002/polb.10175 doi: 10.1002/polb.10175
|
| [50] |
Hillam L (2004) Alcohol and temperance in modern history: An international encyclopaedia. Ref Rev 18: 18–19. https://doi.org/10.1108/09504120410552480 doi: 10.1108/09504120410552480
|
| [51] | Gutmann V (1967) Halogen Chemistry, Amsterdam: Elsevier. https://doi.org/10.1016/B978-0-12-395589-0.X5001-9 |
| [52] |
Yang Z, Wang X, Wang J, et al. (2009) Pulsed‐plasma polymeric allylamine thin films. Plasma Processes Polym 6: 498–505. https://doi.org/10.1002/ppap.200800195 doi: 10.1002/ppap.200800195
|
| [53] |
Dai J, Liu X, Xiao Y, et al. (2015) High hydrophilicity and excellent adsorption ability of a stretched polypropylene/graphene oxide composite membrane achieved by plasma assisted surface modification. RSC Adv 5: 71240–71252. https://doi.org/10.1039/C5RA10310J doi: 10.1039/C5RA10310J
|
| [54] |
Yang Z, Wu J, Wang X, et al. (2012) Inspired chemistry for a simple but highly effective immobilization of vascular endothelial growth factor on gallic acid-functionalized plasma polymerized film. Plasma Processes Polym 9: 718–725. https://doi.org/10.1002/ppap.201100199 doi: 10.1002/ppap.201100199
|
| [55] |
Xu T, Li Y, Chen J, et al. (2018) Improving thermal management of electronic apparatus with paraffin (PA)/expanded graphite (EG)/graphene (GN) composite material. Appl Therm Eng 140: 13–22. http://dx.doi.org/10.1016/j.applthermaleng.2018.05.060 doi: 10.1016/j.applthermaleng.2018.05.060
|
| [56] |
Moradkhani G, Fasihi M, Parpaite T, et al. (2020) Phosphorization of exfoliated graphite for developing flame retardant ethylene vinyl acetate composites. J Mater Res Technol 9: 7341–7353. https://doi.org/10.1016/j.jmrt.2020.04.085 doi: 10.1016/j.jmrt.2020.04.085
|
| [57] |
Hadjiivanov KI, Panayotov DA, Mihaylov MY, et al. (2020) Power of infrared and raman spectroscopies to characterize metal-organic frameworks and investigate their interaction with guest molecules. Chem Rev 121: 1286–1424. https://doi.org/10.1021/acs.chemrev.0c00487 doi: 10.1021/acs.chemrev.0c00487
|
| [58] |
Fang J, Zhang L, Sutton D, et al. (2012) Needleless melt-electrospinning of polypropylene nanofibres. J Nanomater 2012: 382639. https://doi.org/10.1155/2012/382639 doi: 10.1155/2012/382639
|
| [59] |
Zaman HU, Hun PD, Khan RA, et al. (2014) Polypropylene/clay nanocomposites: Effect of compatibilizers on the morphology, mechanical properties and crystallization behaviors. J Thermoplast Compos Mater 27: 338–349. https://doi.org/10.1177/0892705712446017 doi: 10.1177/0892705712446017
|
| [60] |
Gaska K, Xu X, Gubanski S, et al. (2017) Electrical, mechanical, and thermal properties of LDPE graphene nanoplatelets composites produced by means of melt extrusion process. Polymers 9: 11. https://doi.org/10.3390/polym9010011 doi: 10.3390/polym9010011
|
| [61] |
El Achaby M, Arrakhiz F, Vaudreuil S, et al. (2012) Mechanical, thermal, and rheological properties of graphene‐based polypropylene nanocomposites prepared by melt mixing. Polym Compos 33: 733–744. https://doi.org/10.1002/pc.22198 doi: 10.1002/pc.22198
|
| [62] |
Olowojoba GB, Eslava S, Gutierrez ES, et al. (2016) In situ thermally reduced graphene oxide/epoxy composites: Thermal and mechanical properties. Appl Nanosci 6: 1015–1022. https://doi.org/10.1007/s13204-016-0518-y doi: 10.1007/s13204-016-0518-y
|
Figures(23) / Tables(6)

R. Daulath Banu, R. Karunanithi, S. Sivasankaran, B. Subramanian, Abdullah A. Alhomidan. Synthesis, characterization, thermal and mechanical behavior of polypropylene hybrid composites embedded with CaCO3 and graphene nano-platelets (GNPs) for structural applications[J]. AIMS Materials Science, 2024, 11(3): 463-494. doi: 10.3934/matersci.2024024







 DownLoad:
DownLoad: