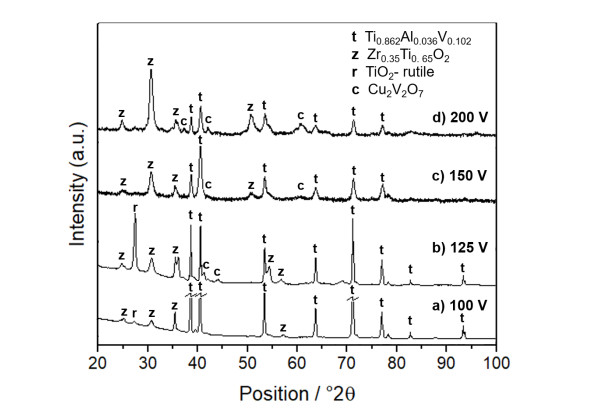
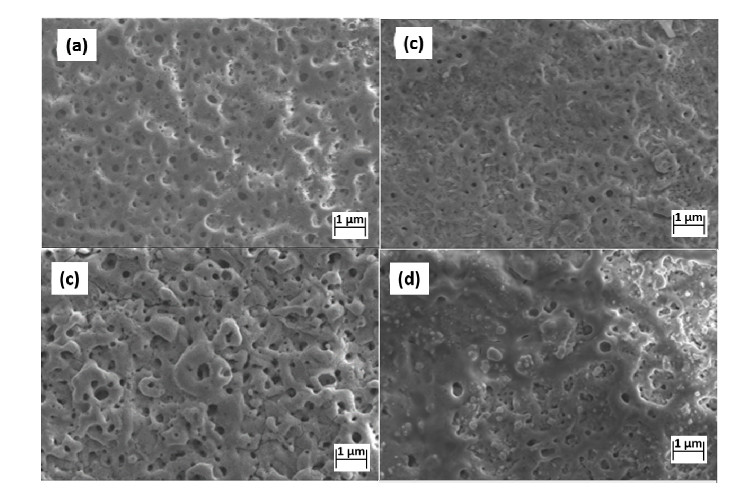
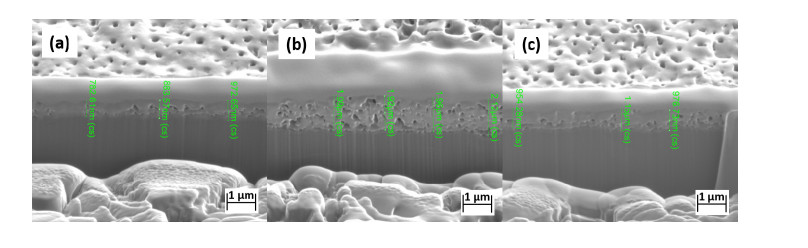
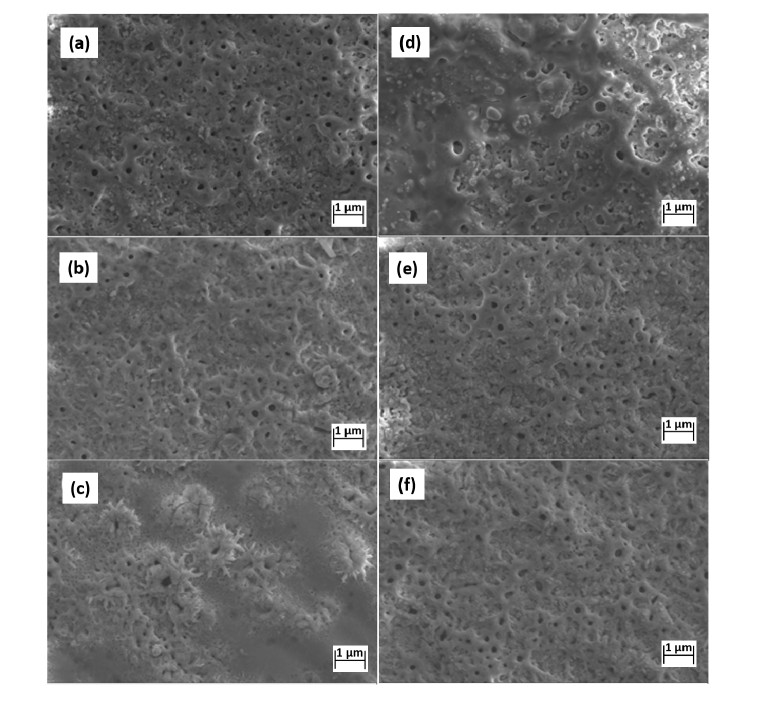
To imitate the superior biocompatibility of Ti–Zr alloys at reduced cost, conventional Ti6Al4V alloy was modified via plasma electrolytic oxidation (PEO). The influence of different additives on the phase composition and topography was investigated in acidic electrolytes containing Zr(SO4)2·H2O with potentiostatically controlled PEO at different pulse frequencies. Apart from the primary intention to generate Zr enriched phases, formation and incorporation in the ceramic layer of potential antibacterial Cu and Zn species was achieved and examined by X-ray diffraction. The thickness of the oxide layer, the adhesion and the layers' composition were evaluated using FIB and SEM-EDX.
Citation: Jie Sun, Tzvetanka Boiadjieva-Scherzer, Hermann Kronberger. Incorporation of zirconium into PEO coating on Ti6Al4V alloy from acidic electrolyte[J]. AIMS Materials Science, 2021, 8(6): 974-989. doi: 10.3934/matersci.2021059
To imitate the superior biocompatibility of Ti–Zr alloys at reduced cost, conventional Ti6Al4V alloy was modified via plasma electrolytic oxidation (PEO). The influence of different additives on the phase composition and topography was investigated in acidic electrolytes containing Zr(SO4)2·H2O with potentiostatically controlled PEO at different pulse frequencies. Apart from the primary intention to generate Zr enriched phases, formation and incorporation in the ceramic layer of potential antibacterial Cu and Zn species was achieved and examined by X-ray diffraction. The thickness of the oxide layer, the adhesion and the layers' composition were evaluated using FIB and SEM-EDX.

| [1] |
Ikarashi Y, Toyoda K, Kobayashi E, et al. (2005) Improved biocompatibility of titanium-zirconium (Ti-Zr) alloy: Tissue reaction and sensitization to Ti-Zr alloy compared with pure Ti and Zr in rat implantation study. Mater Trans 46: 2260-2267. doi: 10.2320/matertrans.46.2260

|
| [2] |
Ionita D, Pirvu C, Stoian AB, et al. (2020) The trends of TiZr alloy research as a viable alternative for Ti and Ti16 Zr roxolid dental implants. Coatings 10: 422. doi: 10.3390/coatings10040422
|
| [3] |
Rupp F, Gittens RA, Scheideler L, et al. (2014) A review on the wettability of dental implant surfaces I: Theoretical and experimental aspects. Acta Biomater 10: 2894-2906. doi: 10.1016/j.actbio.2014.02.040
|
| [4] |
Lee MH, Min BK, Son JS, et al. (2016) Kwon influence of different post-plasma treatment storage conditions on the shear bond strength of veneering porcelain to zirconia. Materials 9: 43. doi: 10.3390/ma9010043
|
| [5] |
Piconi C, Maccauro G (1999) Zirconia as a ceramic biomaterial. Biomaterials 20: 1-25. doi: 10.1016/S0142-9612(98)00010-6
|
| [6] | Afzal A (2014) Implantable zirconia bioceramics for bone repair and replacement: A chronological review. Mater Express 4: 1-12. |
| [7] |
Tovani CB, Ferreira CR, Simão AMS, et al. (2020) Characterization of the in vitro osteogenic response to submicron TiO2 particles of varying structure and crystallinity. ACS Omega 5: 16491-16501. doi: 10.1021/acsomega.0c00900
|
| [8] | Marchi J, Ussui V, Delfino CS, et al. (2010) Analysis in vitro of the cytotoxicity of potential implant materials. I: Zirconia-titania sintered ceramics. J Biomed Mater Res B 94: 305-311. |
| [9] |
Poon KK, Wurm MC, Evans DM, et al. (2020) Biocompatibility of (Ba, Ca)(Zr, Ti)O3 piezoelectric ceramics for bone replacement materials. J Biomed Mater Res B 108: 1295-1303. doi: 10.1002/jbm.b.34477
|
| [10] |
Devi KB, Singh K, Rajendran N (2011) Sol-gel synthesis and characterisation of nanoporous zirconium titanate coated on 316L SS for biomedical applications. J Sol-gel Sci Techn 59: 513-520. doi: 10.1007/s10971-011-2520-x
|
| [11] |
Polley C, Distler T, Detsch R, et al. (2020) 3D Printing of piezoelectric barium titanate-hydroxyapatite scaffolds with interconnected porosity for bone tissue engineering. Materials 13: 1773. doi: 10.3390/ma13071773
|
| [12] | Gajović A, Furić K, Musić S, et al. (2006) Mechanism of ZrTiO4 synthesis by mechanochemical processing of TiO2 and ZrO2. J Am Ceram Soc 89: 2196-2205. |
| [13] |
Gunputh UF, Le H (2020) A review of in-situ grown nanocomposite coatings for titanium alloy implants. J Compos Sci 4: 41. doi: 10.3390/jcs4020041
|
| [14] | Katsui H, Goto T (2017) Bio-ceramic coating of Ca-Ti-O system compound by laser chemical vapor deposition, In: Sasaki K, Suzuki O, Takashi N, Interface Oral Health Science 2016, Springer, 2016: 47-62. |
| [15] |
Vakili-Azghandi M, Fattah-alhosseini A, Keshavarz MK (2016) Effects of Al2O3 nano-particles on corrosion performance of plasma electrolytic oxidation coatings formed on 6061 aluminum alloy. J Mater Eng Perform 25: 5302-5313. doi: 10.1007/s11665-016-2405-9
|
| [16] |
Mann R, Hansal WEG, Hansal S (2014) Effects of pulsed current on plasma electrolytic oxidation. Trans Inst Met Finish 92: 297-304. doi: 10.1179/0020296714Z.000000000206
|
| [17] |
Joni MS, Fattah-alhosseini A (2016) Effect of KOH concentration on the electrochemical behavior of coatings formed by pulsed DC micro-arc oxidation (MAO) on AZ31B Mg alloy. J Alloy Compd 661: 237-244. doi: 10.1016/j.jallcom.2015.11.169
|
| [18] |
Bayati MR, Molaei R, Kajbafvala A, et al. (2016) Investigation on hydrophilicity of micro-arc oxidized TiO2 nano/micro-porous layers. Electrochim Acta 55: 5786-5792. doi: 10.1016/j.electacta.2010.05.021
|
| [19] | Malyshev VN, Volkhin AM, Gantimirov BM (2013) Tribological characteristics improvement of wear resistant MAO-coatings. J Coat 2013: 262310. |
| [20] |
Engelkamp B, Fischer B, Schierbaum K (2020) Plasma electrolytic oxidation of titanium in H2SO4-H3PO4 mixtures. Coatings 10: 116. doi: 10.3390/coatings10020116
|
| [21] |
Aliasghari S, Skeldon P, Thompson GE (2014) Plasma electrolytic oxidation of titanium in a phosphate/silicate electrolyte and tribological performance of the coatings. Appl Surf Sci 316: 463-476. doi: 10.1016/j.apsusc.2014.08.037
|
| [22] |
Fattah-Alhosseini A, Keshavarz MK, Molaei M, et al. (2018) Plasma electrolytic oxidation (PEO) process on commercially pure Ti surface: Effects of electrolyte on the microstructure and corrosion behavior of coatings. Metall Mater Trans A 49: 4966-4979. doi: 10.1007/s11661-018-4824-8
|
| [23] |
Yao Z, Su P, Shen Q, et al. (2015) Preparation of thermal control coatings on Ti alloy by plasma electrolytic oxidation in K2ZrF6 solution. Surf Coat Technol 269: 273-278. doi: 10.1016/j.surfcoat.2015.01.032
|
| [24] |
Sukumaran A, Rahulan N (2019) Effect of ZrO2 nanoparticle coating on pure zirconium by PEO-EPD method. AIP Conf Proc 2134: 050009. doi: 10.1063/1.5120224
|
| [25] |
Choi JW, Kim GW, Shin KR, et al.(2017) Synthesis of zirconium-titanium oxide mixed layers on Ti substrates by plasma electrolytic oxidation and plasma-enhanced electrophoresis. J Alloy Compd 726: 930-938. doi: 10.1016/j.jallcom.2017.08.004
|
| [26] |
Zhang E, Li F, Wang H, et al. (2013) A new antibacterial titanium-copper sintered alloy: Preparation and antibacterial property. Mater Sci Eng C-Mater 33: 4280-4287. doi: 10.1016/j.msec.2013.06.016
|
| [27] |
Bolzoni L, Alqattan M, Peters L, et al. (2020) Ternary Ti alloys functionalised with antibacterial activity. Sci Rep 10: 22201. doi: 10.1038/s41598-020-79192-3
|
| [28] |
Turchanin MA, Agraval PG, Abdulov AR (2008) Thermodynamic assessment of the Cu-Ti-Zr system. Ⅱ. Cu-Zr and Ti-Zr systems. Powder Metall Met Ceram 47: 428. doi: 10.1007/s11106-008-9039-x
|
| [29] |
Rokosz K, Hryniewicz T, Raaen S, et al. (2017) Development of copper-enriched porous coatings on ternary Ti-Nb-Zr alloy by plasma electrolytic oxidation. Int J Adv Manuf Technol 89: 2953-2965. doi: 10.1007/s00170-016-9206-z
|
| [30] |
Park YJ, Song YH, An JH, et al. (2013) Cytocompatibility of pure metals and experimental binary titanium alloys for implant materials. J Dent 41: 1251-1258. doi: 10.1016/j.jdent.2013.09.003
|
| [31] |
Rudnev VS, Kilin KN, Malyshev IV, et al. (2010) Plasma-electrolytic oxidation of titanium in Zr(SO4)2-containing electrolyte. Prot Met Phys Chem Surf 46: 704-709. doi: 10.1134/S2070205110060134
|
| [32] |
Troitzsch U, Christy AG, Ellis DJ (2005) The crystal structure of disordered (Zr, Ti)O2 solid solution including srilankite: evolution towards tetragonal ZrO2 with increasing Zr. Phys Chem Miner 32: 504-514. doi: 10.1007/s00269-005-0027-0
|
| [33] |
Mchale AE, Roth RS (1986) Low‐temperature phase relationships in the system ZrO2-TiO2. J Am Ceram Soc 69: 827-832. doi: 10.1111/j.1151-2916.1986.tb07368.x
|
| [34] |
Christoffersen R, Davies PK (1992) Structure of commensurate and incommensurate ordered phases in the system ZrTiO4-Zr5Ti7O24. J Am Ceram Soc 75: 563-569. doi: 10.1111/j.1151-2916.1992.tb07843.x
|
| [35] |
Do DB, Hung NM, Thang DV, et al. (2016) Formation of crystal structure of zirconium titanate ZrTiO4 powders prepared by sol-gel Method. J Electron Mater 45: 2553-2558. doi: 10.1007/s11664-016-4412-x
|
| [36] |
Cardoso BN, Kohlrausch EC, Laranjo MT, et al. (2019) Tuning anatase-rutile phase transition temperature: TiO2/SiO2 nanoparticles applied in dye-sensitized solar cells. Int J Photoenergy 2019: 7183978. doi: 10.1155/2019/7183978
|
| [37] |
Zhang Y, Xiu P, Jia Z, et al. (2018) Effect of vanadium released from micro-arc oxidized porous Ti6Al4V on biocompatibility in orthopedic applications. Colloid Surface B 169: 366-374. doi: 10.1016/j.colsurfb.2018.05.044
|
| [38] |
French RJ, Jones PJH (1993) Role of vanadium in nutrition: Metabolism, essentiality and dietary considerations. Life Sci 52: 339-346. doi: 10.1016/0024-3205(93)90146-T
|
| [39] | Heer ASK (2018) Simple and direct synthesis of zinc vanadate (ZnV2O5) nanocrystals for its electrocatalytic and antimicrobial activity. J Chem Pharm 9: 18-24. |
| [40] |
Zhang X, Zhang Y, Chang L, et al. (2012) Effects of frequency on growth process of plasma electrolytic oxidation coating. Mater Chem Phys 132: 909-915. doi: 10.1016/j.matchemphys.2011.12.032
|
| [41] |
Habazaki H, Uozumi M, Konno H, et al. (2003) Crystallization of anodic titania on titanium and its alloys. Corros Sci 45: 2063-2073. doi: 10.1016/S0010-938X(03)00040-4
|
| [42] |
Dai L, Li W, Zhang G, et al. (2017) Anti-corrosion and wear properties of plasma electrolytic oxidation coating formed on high Si content Al alloy by sectionalized oxidation mode. IOP Conf Ser: Mater Sci Eng 167: 012063. doi: 10.1088/1757-899X/167/1/012063
|
Figures(10) / Tables(5)

Jie Sun, Tzvetanka Boiadjieva-Scherzer, Hermann Kronberger. Incorporation of zirconium into PEO coating on Ti6Al4V alloy from acidic electrolyte[J]. AIMS Materials Science, 2021, 8(6): 974-989. doi: 10.3934/matersci.2021059







 DownLoad:
DownLoad: