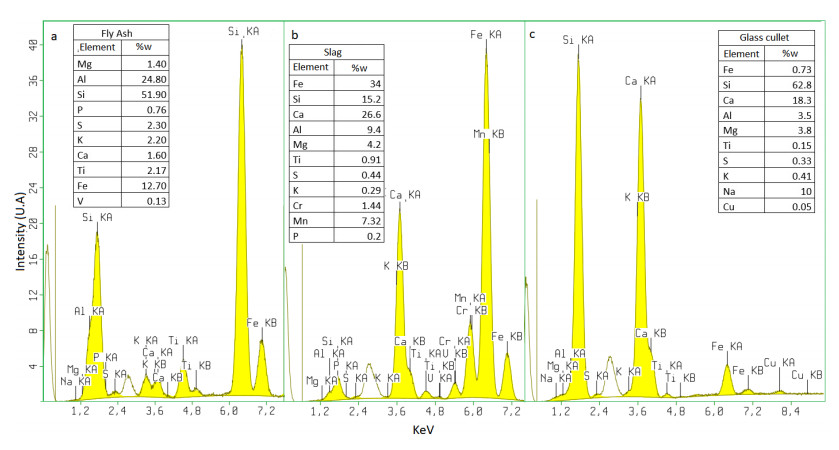
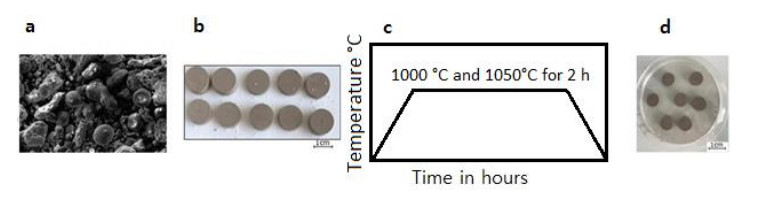
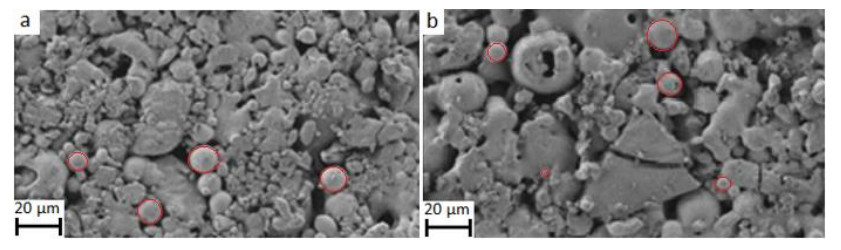
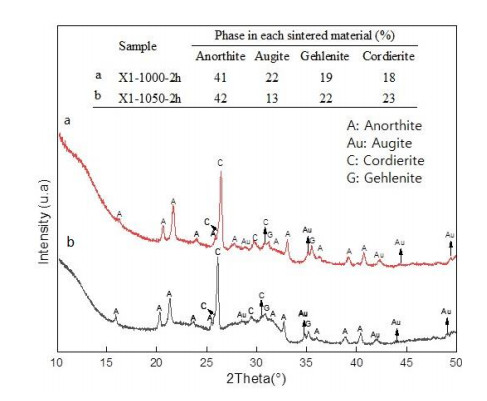
We carried out physicochemical and mechanical characterization studies of glass-ceramic materials obtained from industrial waste of slag, fly ash and glass cullet. These studies were performed through the sintering process of powder by means of cold compaction, in concentrations of 10% slag, 70% fly ash and 20% glass cullet. A total of 230 pellets of 15 mm diameter by 5 mm thickness were produced. Later, 15 pellets were heat treated with a heating ramp of 10 ℃/min up to 1000 ℃ and held for 2 hours, followed by a cooling rate of 10 ℃/min. The remaining 15 pellets were heat treated with a heating ramp of 10 ℃/min up to 1050 ℃, followed by the same hold and cooling times. The increase in temperature favored the mechanical resistance of the glass-ceramic and the phases formed after the thermal treatments were anorthite, augite, gehlenite, and cordierite. The highest porosity found in this process was 40%; in terms of bulk densities, these were 2.36 and 2.57 g/cm3. In contrast to the observations of mechanical resistance, crystalline phases, apparent porosity, bulk density and chemical resistance. They showed that the temperature increase decreased the percentage of porosity and increased the values of densities and mechanical properties. Scanning electron microscopy images using backscattered electrons confirmed the homogenization of the mixtures in both heat treatments and mechanical properties similar to those reported for glass-ceramic materials for construction industry applications.
Citation: Diana. M. Ayala Valderrama, Jairo A. Gómez Cuaspud, Leonel Paredes-Madrid. Physical analysis and production-mechanics of glass-ceramic prototypes made by sintering cold-compacted powder samples (10% slag, 70% fly ash and 20% glass cullet)[J]. AIMS Materials Science, 2021, 8(4): 538-549. doi: 10.3934/matersci.2021033
We carried out physicochemical and mechanical characterization studies of glass-ceramic materials obtained from industrial waste of slag, fly ash and glass cullet. These studies were performed through the sintering process of powder by means of cold compaction, in concentrations of 10% slag, 70% fly ash and 20% glass cullet. A total of 230 pellets of 15 mm diameter by 5 mm thickness were produced. Later, 15 pellets were heat treated with a heating ramp of 10 ℃/min up to 1000 ℃ and held for 2 hours, followed by a cooling rate of 10 ℃/min. The remaining 15 pellets were heat treated with a heating ramp of 10 ℃/min up to 1050 ℃, followed by the same hold and cooling times. The increase in temperature favored the mechanical resistance of the glass-ceramic and the phases formed after the thermal treatments were anorthite, augite, gehlenite, and cordierite. The highest porosity found in this process was 40%; in terms of bulk densities, these were 2.36 and 2.57 g/cm3. In contrast to the observations of mechanical resistance, crystalline phases, apparent porosity, bulk density and chemical resistance. They showed that the temperature increase decreased the percentage of porosity and increased the values of densities and mechanical properties. Scanning electron microscopy images using backscattered electrons confirmed the homogenization of the mixtures in both heat treatments and mechanical properties similar to those reported for glass-ceramic materials for construction industry applications.

| [1] |
Holand W, Beall GH (2012) Glass ceramics Technology, 2 Eds., New Jersey: John Wiley & Sons. doi: 10.1002/9781118265987

|
| [2] | Medina JJA (2008) Analysis of change management in implementation of ERP solutions in some enterprises of Colombia and Mexico. Sotavento MBA 11: 54-77. |
| [3] |
Rawlings RD, Wu JP, Boccaccini AR (2006) Glass-ceramics: their production from wastes-a review. Journal of Materials Science 41: 733-761. doi: 10.1007/s10853-006-6554-3
|
| [4] | Dhir RK, de Brito J, Ghataora GS, et al. (2018) Use of Glass Cullet in Ceramics and Other Applications, In: Dhir RK, de Brito J, Lye CQ, Sustainable Construction Materials, 1 Ed., Cambridge: Woodhead Publishing, 327-387. |
| [5] |
Cao J, Lu J, Jiang L, et al. (2016) Sinterability, microstructure and compressive strength of porous glass-ceramics from metallurgical silicon slag and waste glass. Ceram Int 42: 10079-10084. doi: 10.1016/j.ceramint.2016.03.113
|
| [6] |
Clark TJ, Reed JS (1986) Kinetic processes involved in the sintering and crystallization of glass powders. J Am Ceram Soc 69: 837-846. doi: 10.1111/j.1151-2916.1986.tb07370.x
|
| [7] |
Ji R, Zhang Z, Yan C, et al. (2016) Preparation of novel ceramic tiles with high Al2O3 content derived from coal fly ash. Constr Build Mater 114: 888-895. doi: 10.1016/j.conbuildmat.2016.04.014
|
| [8] |
Chinnam RK, Francis AA, Will J, et al. (2013) Functional glasses and glass-ceramics derived from iron rich waste and combination of industrial residues. J Non-Cryst Solids 365: 63-74. doi: 10.1016/j.jnoncrysol.2012.12.006
|
| [9] | Folguer MV, de Oliveira PN, Alarcon OE (2005) Glass-Ceramics obtained from processed slag and fly ash. Am Ceram Soc Bull 84: 9201-9205. |
| [10] |
Valderrama DMA, Cuaspud JAG, Roether JA, et al. (2019) Development and characterization of glass-ceramics from combinations of slag, fly ash, and glass cullet without adding nucleating agents. Materials 12: 2032. doi: 10.3390/ma12122032
|
| [11] | ASTM C373-88, Standard Test Method for Water Absorption, Bulk Density, Apparent Porosity, and Apparent Specific Gravity of Fired Whiteware Products. ASTM International, 1999. Available from: https://www.astm.org/DATABASE.CART/HISTORICAL/C373-88R99.htm. |
| [12] | ASTM C20-00, Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water. ASTM International, 2015. Available from: https://www.astm.org/Standards/C20.htm. |
| [13] |
Ristić MM, Milosević SD (2006) Frenkel's Theory of Sintering. Sci Sinter 38: 7-11. doi: 10.2298/SOS0601007R
|
| [14] | Paucar Álvarez CG (2016) Low thermal expansion glass ceramics by sintering and concurrent crystallization of Li2O.Al2O3.XSiO2 glass particles[PhD's thesis]. Autonomous University of Madrid, Madrid. |
| [15] | Scherer GW (1986) Viscous sintering under a uniaxial load. J Am Ceram Soc 69: 206-207. |
| [16] | Moreira ML, Pianaro SA, Cava SS, et al. (2009) Development of glass-ceramic materials of high hardness based on the systems SiO2-Al2O3-CaO y SiO2-Al2O3-Nb2O5. Ceram Inform 326: 75-80. |
| [17] |
Erol M, Küçükbayrak S, Ersoy-Meriçboyu A (2007) Production of glass-ceramics obtained from industrial wastes by means of controlled nucleation and crystallization. Chem Eng J 132: 335-343. doi: 10.1016/j.cej.2007.01.029
|
| [18] |
Öveçoǧlu ML (1998) Microstructural characterization and physical properties of a slag-based glass-ceramic crystallized at 950 and 1100 ℃. J Eur Ceram Soc 18: 161-168. doi: 10.1016/S0955-2219(97)00094-0
|
| [19] |
Rawlings RD, Wu JP, Boccaccini AR (2006) Glass-ceramics: their production from wastes-a review. J Mater Sci 41: 733-761. doi: 10.1007/s10853-006-6554-3
|
| [20] |
Zhao L, Wei W, Bai H, et al. (2015) Synthesis of steel slag ceramics: chemical composition and crystalline phases of raw materials. Int J Miner Metall Mater 22: 325-333. doi: 10.1007/s12613-015-1077-z
|
| [21] |
Cheng TW (2003) Combined glassification of EAF dust and incinerator fly ash. Chemosphere 50: 47-51. doi: 10.1016/S0045-6535(02)00396-X
|
| [22] |
Leguey S, Carretero MI, Fabbri B, et al. (2001) Mineralogical and chemical characterization of the bricks at Torre del Oro in Seville: an approximation to the firing temperature and origin of the raw materials. Bol Soc Esp Ceram V 40: 457-461. doi: 10.3989/cyv.2001.v40.i6.730
|
| [23] |
Qin J, Yang C, Cui C, et al. (2016) Ca2+ and OH- release of ceramsites containing anorthite and gehlenite prepared from waste lime mud. J Environ Sci 47: 91-99. doi: 10.1016/j.jes.2016.03.013
|
| [24] |
Shyu JJ, Wang CY, Chang TY (1996) Controlled phase transformations by glass particle size in spodumene and cordierite glass-ceramics. J Am Ceram Soc 79: 1971-1974. doi: 10.1111/j.1151-2916.1996.tb08022.x
|
| [25] |
Fernández-Jiménez A, de la Torre AG, Palomo A, et al. (2006) Quantitative determination of phases in the alkaline activation of fly ash. Part Ⅱ: Degree of reaction. Fuel 85: 1960-1969. doi: 10.1016/j.fuel.2006.04.006
|
| [26] |
Oziel M, Alicia V, Mendez AA (2011) Obtaining a glass-ceramic material from a steel slag mixed with glass cullet. Bol Soc Esp Ceram V 50: 143-150. doi: 10.3989/cyv.192011
|
| [27] | Diaz IN, Marchal M, Irùn M, et al. (2000) New Technologies for the Ceramic Sector, Castelló de la Plana: Universidad Jaume I. |
| [28] | Ureña MLP (2011) In-situ characterization of ash of some Colombian coals by gamma-gamma backscatter[Master's thesis]. Universidad Nacional de Colombia, Colombia. |
| [29] |
Boccaccini AR, Trusty PA, Taplin DMR (1995) Anisotropic shrinkage of barium-magnesium aluminosilicate glass powder compacts during sintering. Mater Lett 24: 199-205. doi: 10.1016/0167-577X(95)00099-2
|
| [30] |
Aloisi M, Karamanov A, Pelino M (2004) Sintered glass-ceramic from municipal solid waste incinerator ashes. J Non-Cryst Solids 345: 192-196. doi: 10.1016/j.jnoncrysol.2004.08.021
|
| [31] |
Ghosal S, Self SA (1995) Particle size-density relation and cenosphere content of coal fly ash. Fuel 74: 522-529. doi: 10.1016/0016-2361(95)98354-H
|
| [32] |
Ji S, Gu Q, Xia B (2006) Porosity dependence of mechanical properties of solid materials. J Mater Sci 41: 1757-1768. doi: 10.1007/s10853-006-2871-9
|
Figures(4) / Tables(1)

Diana. M. Ayala Valderrama, Jairo A. Gómez Cuaspud, Leonel Paredes-Madrid. Physical analysis and production-mechanics of glass-ceramic prototypes made by sintering cold-compacted powder samples (10% slag, 70% fly ash and 20% glass cullet)[J]. AIMS Materials Science, 2021, 8(4): 538-549. doi: 10.3934/matersci.2021033







 DownLoad:
DownLoad: