In recent years, with the recent advancements in the field of additive manufacturing, the use of biobased thermoplastic polymers and their natural fiber-reinforced biocomposite filaments have been rapidly emerging. Compared to their oil-based counterparts, they provide several advantages with their low carbon footprints, ease of reusability and recyclability and abundancy, and comparable price ranges. In consideration of their increasing usage, the present study focused on the development and analysis of biocomposite material blends and filaments by merging state-of-the-art manufacturing and material technologies. A thorough suitability study for fused deposition modeling (FDM), which is used to manufacture samples by depositing the melt layer-by-layer, was carried out. The mechanical, thermal, and microstructural characterization of birch fiber reinforced PLA composite granules, in-house extruded filaments, and printed specimens were investigated. The results demonstrated the printability of biocomposite filaments. However, it was also concluded that the parameters still need to be optimized for generic and flawless filament extrusion and printing processes. Thus, minimal labor and end-products with better strength and resolutions can be achieved.
Citation: Mahdi Rafiee, Roozbeh Abidnejad, Anton Ranta, Krishna Ojha, Alp Karakoç, Jouni Paltakari. Exploring the possibilities of FDM filaments comprising natural fiber-reinforced biocomposites for additive manufacturing[J]. AIMS Materials Science, 2021, 8(4): 524-537. doi: 10.3934/matersci.2021032
In recent years, with the recent advancements in the field of additive manufacturing, the use of biobased thermoplastic polymers and their natural fiber-reinforced biocomposite filaments have been rapidly emerging. Compared to their oil-based counterparts, they provide several advantages with their low carbon footprints, ease of reusability and recyclability and abundancy, and comparable price ranges. In consideration of their increasing usage, the present study focused on the development and analysis of biocomposite material blends and filaments by merging state-of-the-art manufacturing and material technologies. A thorough suitability study for fused deposition modeling (FDM), which is used to manufacture samples by depositing the melt layer-by-layer, was carried out. The mechanical, thermal, and microstructural characterization of birch fiber reinforced PLA composite granules, in-house extruded filaments, and printed specimens were investigated. The results demonstrated the printability of biocomposite filaments. However, it was also concluded that the parameters still need to be optimized for generic and flawless filament extrusion and printing processes. Thus, minimal labor and end-products with better strength and resolutions can be achieved.

| [1] |
Parandoush P, Lin D (2017) A review on additive manufacturing of polymer-fiber composites. Compos Struct 182: 36-53. doi: 10.1016/j.compstruct.2017.08.088

|
| [2] |
Gopinathan J, Noh I (2018) Recent trends in bioinks for 3D printing. Biomater Res 22: 1-15. doi: 10.1186/s40824-018-0122-1
|
| [3] |
Rahim TNAT, Abdullah AM, Md Akil H (2019) Recent developments in fused deposition modeling-based 3D printing of polymers and their composites. Polym Rev 59: 589-624. doi: 10.1080/15583724.2019.1597883
|
| [4] | Karakoç A (2017) A brief review on sustainability criteria for building materials. Juniper Online J Mater Sci 2: 1-3. |
| [5] |
Shahrubudin N, Lee TC, Ramlan R (2019) An overview on 3D printing technology: Technological, materials, and applications. Procedia Manuf 35: 1286-1296. doi: 10.1016/j.promfg.2019.06.089
|
| [6] | Campbell T, Williams C, Ivanova O, et al. (2011) Could 3D printing change the world?: Technologies, potential, and implications of additive manufacturing. Washington, DC: Atlantic Council, 3. |
| [7] |
Dou J, Karakoç A, Johansson LS, et al. (2021) Mild alkaline separation of fiber bundles from eucalyptus bark and their composites with cellulose acetate butyrate. Ind Crop Prod 165: 113436. doi: 10.1016/j.indcrop.2021.113436
|
| [8] |
Faruk O, Bledzki AK, Fink HP, et al. (2012) Biocomposites reinforced with natural fibers: 2000-2010. Prog Polym Sci 37: 1552-1596. doi: 10.1016/j.progpolymsci.2012.04.003
|
| [9] | Karakoc A, Bulota M, Hummel M, et al. (2021) Effect of single-fiber properties and fiber volume fraction on the mechanical properties of Ioncell fiber composites. J Reinf Plast Compos 0: 1-8. |
| [10] |
Sixta H, Michud A, Hauru L, et al. (2015) Ioncell-F: A high-strength regenerated cellulose fibre. Nord Pulp Pap Res J 30: 43-57. doi: 10.3183/npprj-2015-30-01-p043-057
|
| [11] |
Li X, Tabil LG, Panigrahi S (2007) Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J Polym Environ 15: 25-33. doi: 10.1007/s10924-006-0042-3
|
| [12] |
Wei L, McDonald AG (2016) A review on grafting of biofibers for biocomposites. Materials 9: 303. doi: 10.3390/ma9040303
|
| [13] |
Kalia S, Kaith BS, Kaur I (2009) Pretreatments of natural fibers and their application as reinforcing material in polymer composites-a review. Polym Eng Sci 49: 1253-1272. doi: 10.1002/pen.21328
|
| [14] |
Hayward MR, Johnston JH, Dougherty T, et al. (2019) Interfacial adhesion: improving the mechanical properties of silicon nitride fibre-epoxy polymer composites. Compos Interface 26: 263-273. doi: 10.1080/09276440.2018.1499328
|
| [15] |
Nogueira CL, De Paiva JMF, Rezende MC (2005) Effect of the interfacial adhesion on the tensile and impact properties of carbon fiber reinforced polypropylene matrices. Mater Res 8: 81-89. doi: 10.1590/S1516-14392005000100015
|
| [16] |
Wong KH, Syed Mohammed D, Pickering SJ, et al. (2012) Effect of coupling agents on reinforcing potential of recycled carbon fibre for polypropylene composite. Compos Sci Technol 72: 835-844. doi: 10.1016/j.compscitech.2012.02.013
|
| [17] |
Sudesh K, Iwata T (2008) Sustainability of biobased and biodegradable plastics. Clean-Soil Air Water 36: 433-442 doi: 10.1002/clen.200700183
|
| [18] | Wohlers T (2017) Additive manufacturing and composites: An update. Compos World 3: 6. |
| [19] |
Vroman I, Tighzert L (2009) Biodegradable polymers. Materials 2: 307-344. doi: 10.3390/ma2020307
|
| [20] |
Pandey JK, Pratheep Kumar A, Misra M, et al. (2005) Recent advances in biodegradable nanocomposites. J Nanosci Nanotechno 5: 497-526. doi: 10.1166/jnn.2005.111
|
| [21] |
Iwata T (2015) Biodegradable and biobased polymers: Future prospects of eco-friendly plastics. Angew Chemie Int Edit 54: 3210-3215. doi: 10.1002/anie.201410770
|
| [22] |
Farah S, Anderson DG, Langer R (2016) Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv Drug Deliver Rev 107: 367-392. doi: 10.1016/j.addr.2016.06.012
|
| [23] | Kakuta M, Hirata M, Kimura Y (2009) Stereoblock polylactides as high-performance biobased polymers. J Macromol Sci 49: 107-140. |
| [24] |
Garrison TF, Murawski A, Quirino RL (2016) Biobased polymers with potential for biodegradability. Polymers 8: 262. doi: 10.3390/polym8070262
|
| [25] |
Senatov FS, Niaza KV, Zadorozhnyy MY, et al. (2016) Mechanical properties and shape memory effect of 3D-printed PLA-based porous scaffolds. J Mech Behav Biomed 57: 139-148. doi: 10.1016/j.jmbbm.2015.11.036
|
| [26] |
Bose S, Vahabzadeh S, Bandyopadhyay A (2013) Bone tissue engineering using 3D printing. Mater Today 16: 496-504. doi: 10.1016/j.mattod.2013.11.017
|
| [27] |
Hutmacher DW, Schantz JT, Lam CXF, et al. (2007) State of the art and future directions of scaffold-based bone engineering from a biomaterials perspective. J Tissue Eng Regen M 1: 245-260. doi: 10.1002/term.24
|
| [28] | Cicala G, Latteri A, Curto B Del, et al. (2017) Engineering thermoplastics for additive manufacturing: A critical perspective with experimental evidence to support functional applications. J Appl Biomater Func 15: 10-18. |
| [29] |
Picard M, Mohanty AK, Misra M (2020) Recent advances in additive manufacturing of engineering thermoplastics: Challenges and opportunities. RSC Adv 10: 36058-36089. doi: 10.1039/D0RA04857G
|
| [30] |
Keleş Ö, Anderson EH, Huynh J, et al. (2018) Stochastic fracture of additively manufactured porous composites. Sci Rep 8: 1-12. doi: 10.1038/s41598-018-33863-4
|
| [31] | Blok LG, Longana ML, Yu H, et al. (2018) An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit Manuf 22: 176-186. |
| [32] | Hausman KK, Horne R (2014) 3D Printing For Dummies, John Wiley & Sons. |
| [33] |
Wang X, Jiang M, Zhou Z, et al. (2017) 3D printing of polymer matrix composites: A review and prospective. Compos Part B-Eng 110: 442-458. doi: 10.1016/j.compositesb.2016.11.034
|
| [34] |
El Moumen A, Tarfaoui M, Lafdi K (2019) Modelling of the temperature and residual stress fields during 3D printing of polymer composites. Int J Adv Manuf Tech 104: 1661-1676. doi: 10.1007/s00170-019-03965-y
|
| [35] | Sajaniemi V, Karakoç A, Paltakari J (2019) Mechanical and thermal behavior of natural fiber-polymer composites without compatibilizers. RESM 6: 62-73. |
| [36] |
Karakoç A, Rastogi VK, Isoaho T, et al. (2020) Comparative screening of the structural and thermomechanical properties of FDM filaments comprising thermoplastics loaded with cellulose, carbon and glass fibers. Materials 13: 422. doi: 10.3390/ma13020422
|
| [37] |
Kaynak C, Varsavas SD (2019) Performance comparison of the 3D-printed and injection-molded PLA and its elastomer blend and fiber composites. J Thermoplast Compos 32: 501-520. doi: 10.1177/0892705718772867
|
| [38] |
Zhuang Y, Song W, Ning G, et al. (2017) 3D-printing of materials with anisotropic heat distribution using conductive polylactic acid composites. Mater Design 126: 135-140. doi: 10.1016/j.matdes.2017.04.047
|
| [39] |
Li D, Jiang Y, Lv S, et al. (2018) Preparation of plasticized poly(lactic acid) and its influence on the properties of composite materials. PLOS One 13: e0193520. doi: 10.1371/journal.pone.0193520
|
| [40] |
Lafranche E, Oliveira VM, Martins CI, et al. (2015) Prediction of injection-moulded flax fibre reinforced polypropylene tensile properties through a micro-morphology analysis. J Compos Mater 49: 113-128. doi: 10.1177/0021998313514875
|
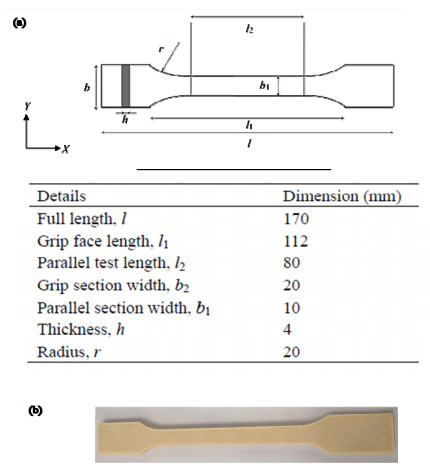
| [41] | International Organization for Standardization (2012) Plastics—Determination of tensile properties—Part 1: General principles, ISO 527-1: 2012. |
| [42] | Hua J, Zhao ZM, Yu W, et al. (2011) Mechanical properties and hygroscopicity of polylactic acid/wood-flour composite. J Funct Mater 42: 1762-1764+1767. |
| [43] |
Masirek R, Kulinski Z, Chionna D, et al. (2007) Composites of poly(L-lactide) with hemp fibers: Morphology and thermal and mechanical properties. J Appl Polym Sci 105: 255-268. doi: 10.1002/app.26090
|
| [44] |
Yang S, Madbouly SA, Schrader JA, et al. (2015) Characterization and biodegradation behavior of biobased poly(lactic acid) and soy protein blends for sustainable horticultural applications. Green Chem 17: 380-393. doi: 10.1039/C4GC01482K
|
| [45] | Johnson D (2020) Filament extrusion using recycled materials: Experimental investigations on recycled Polylactic Acid (PLA) materials[Master's thesis]. Halmstad University: Sweden. |
| [46] | Durán Redondo D (2019) Circular economy through plastic recycling process into 3D printed products: A frugal solution for schools[Master's thesis]. Universitat Politècnica de Catalunya: Spain. |
 matersci-08-04-032-s01.pdf matersci-08-04-032-s01.pdf |
 |
Figures(7) / Tables(1)

Mahdi Rafiee, Roozbeh Abidnejad, Anton Ranta, Krishna Ojha, Alp Karakoç, Jouni Paltakari. Exploring the possibilities of FDM filaments comprising natural fiber-reinforced biocomposites for additive manufacturing[J]. AIMS Materials Science, 2021, 8(4): 524-537. doi: 10.3934/matersci.2021032







 DownLoad:
DownLoad: