Citation: Hanh C. Nguyen, Shigeru Nagasawa, Kensei Kaneko. Strength estimation of silicon nitride ceramics using a round-notched specimen subjected to shearing-tool indentation[J]. AIMS Materials Science, 2020, 7(5): 518-533. doi: 10.3934/matersci.2020.5.518

| [1] |
Padture NP (2016) Advanced structural ceramics in aerospace propulsion. Nat Mater 15: 804-809. doi: 10.1038/nmat4687

|
| [2] | Dawson DM (1995) Ceramic materials in aerospace, In: Flower MH, High Performance Materials in Aerospace, 1 Ed., New York: Springer Science + Business Media, 182-201. |
| [3] | Nguyen CH, Nagasawa S, Kaneko K (2017) Optimizing boundary surface of ceramics die in deep drawing process. Transactions on GIGAKU 4: 1-7. |
| [4] |
Tirosh J, Altus E, Yifrach Y (1992) A new method for evaluating fracture toughness of brittle materials. Int J Fract 58: 211-222. doi: 10.1007/BF00015616
|
| [5] | Iosipescu N (1963) Photoelastic investigations on an accurate procedure of the pure shear testing of materials. Revue de Mecanique Appliquée 8: 147-164. |
| [6] |
D' Almeida JR, Monteiro S (1999) The Iosipescu test method as a method to evaluate the tensile strength of brittle materials. Polym Test 18: 407-414. doi: 10.1016/S0142-9418(98)00043-9
|
| [7] | Pelleg J (2014) Mechanical testing of ceramics, Mechanical Properties of Materials-Solid Mechanics and Its Applications, 1 Ed., New York: Springer Science + Business Media, 1-112. |
| [8] |
Barnes JA, Kumosa M, Hull D (1987) Theoretical and experimental evaluation of the Iosipescu shear test. Compos Sci Technol 28: 251-268. doi: 10.1016/0266-3538(87)90024-8
|
| [9] |
Stojcevski F, Hilditch T, Henderson LC (2018) A modern account of Iosipescu testing. Compos Part A-Appl S 107: 545-554. doi: 10.1016/j.compositesa.2018.02.011
|
| [10] | Japan Fine Ceramics Corp (2020) Silicon Nitride. Available from: https://www.japan-fc.co.jp/en/products/cate01/cate0101/si3n4.html. |
| [11] |
Brokken D, Brekelmans WAM, Baaijens FPT (2000) Predicting the shape of blanked products: a finite element approach. J Mater Process Technol 103: 51-56. doi: 10.1016/S0924-0136(00)00418-0
|
| [12] |
Goijaerts AM, Govaert LE, Baaijens FPT (2001) Evaluation of ductile fracture models for different metals in blanking. J Mater Process Technol 110: 312-323. doi: 10.1016/S0924-0136(00)00892-X
|
| [13] |
Goijaerts AM, Govaert LE, Baaijens FPT (2002) Experimental and numerical investigation on the influence of process speed on the blanking process. J Manuf Sci Eng 124: 416-419. doi: 10.1115/1.1445152
|
| [14] | Pusit M, Nagasawa S (2013) Cutting behavior of acrylic thick sheet subjected to squared punch shearing. J Chem Chem En 7: 653-665. |
| [15] |
Kojima M, Mitsomwang P, Nagasawa S (2016) Effect of cutter tip angle on cutting characteristics of acrylic worksheet subjected to punch/die shearing. AIMS Mater Sci 3: 1728-1747. doi: 10.3934/matersci.2016.4.1728
|
| [16] |
Zhou Y, Yang W, Hu M, et al. (2016) The typical manners of dynamic crack propagation along the metal/ceramics interfaces: A molecular dynamics study. Comput Mater Sci 112: 27-33. doi: 10.1016/j.commatsci.2015.10.012
|
| [17] |
Zhou Y, Yang Z, Lu Z (2014) Dynamic crack propagation in copper bicrystals grain boundary by atomistic simulation. Mater Sci Eng A-Struct 599: 116-124. doi: 10.1016/j.msea.2014.01.070
|
| [18] |
Yang Z, Zhou Y, Wang T, et al. (2014) Crack propagation behaviors at Cu/SiC interface by molecular dynamics simulation. Comput Mater Sci 82: 17-25. doi: 10.1016/j.commatsci.2013.09.029
|
| [19] |
Kadin Y, Mazaheri M, Zolotarevsky V, et al. (2019) Finite Elements based approaches for the modelling of radial crack formation upon Vickers indentation in silicon nitride ceramics. J Eur Ceram Soc 39: 4011-4022. doi: 10.1016/j.jeurceramsoc.2019.05.058
|
| [20] |
Zhang L, Zarudi I (2001) Towards a deeper understanding of plastic deformation in mono-crystalline silicon. Int J Mech Sci 43: 1985-1996. doi: 10.1016/S0020-7403(01)00024-8
|
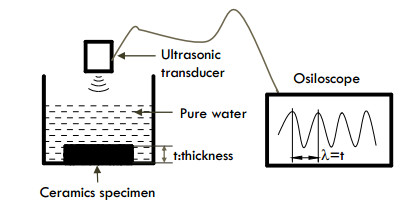
| [21] | ASTM International (2015) A standard practice for measuring ultrasonic velocity in materials, STM E494-15. |
| [22] |
Birgül R (2009) Hilbert transformation of waveforms to determine shear wave velocity in concrete. Cem Concr Res 39: 696-700. doi: 10.1016/j.cemconres.2009.05.003
|
| [23] |
Strobl S, Lube T, Supancic P, et al. (2017) Surface strength of balls made of five structural ceramic materials evaluated with the Notched Ball Test (NBT). J Eur Ceram Soc 37: 5065-5070. doi: 10.1016/j.jeurceramsoc.2017.06.045
|
| [24] | Paterson MS, Wong TF (2005) Fracture mechanics, Experimental Rock Deformation-The Brittle Field, 2 Eds., Berlin, Heidelberg: Springer Berlin Heidelberg, 239-246. |
| [25] |
Kadin Y, Strobl S, Vieillard C, et al. (2017) In-situ observation of crack propagation in silicon nitride ceramics. Procedia Struct Integrity 7: 307-314. doi: 10.1016/j.prostr.2017.11.093
|
| [26] | MSC Software Corp (2010) Structural Procedure Library, Marc 2010 volume A: Theory and user information, 154-163. Available from: https://simcompanion.mscsoftware.com/infocenter/index?page=content&id=DOC9450 |
| [27] |
Krueger R (2004) Virtual crack closure technique: History, approach, and applications. Appl Mech Rev 57: 109-143. doi: 10.1115/1.1595677
|
| [28] |
Kanda Y, Okada H, Iraha S, et al. (2009) A virtual crack closure-integral method for generalized finite element with drilling and strain degrees of freedoms. J Comput Sci Technol 3: 303-314. doi: 10.1299/jcst.3.303
|
| [29] |
Kikuchi H, Kalia RK, Nakano A, et al. (2005) Brittle dynamic fracture of crystalline cubic silicon carbide (3C-SiC) via molecular dynamics simulation. J Appl Phys 98: 103524. doi: 10.1063/1.2135896
|
| [30] |
Ayatollahi MR, Razavi SMJ, Berto F (2018) Crack path stability in brittle fracture under pure mode I loading. Procedia Struct Integrity 13: 735-740. doi: 10.1016/j.prostr.2018.12.122
|
| [31] |
Smith DJ, Ayatollahi MR, Pavier MJ (2001) The role of T-stress in brittle fracture for linear elastic materials under mixed-mode loading. Fatigue Fract Eng M 24: 137-150. doi: 10.1046/j.1460-2695.2001.00377.x
|
Figures(14) / Tables(2)

Hanh C. Nguyen, Shigeru Nagasawa, Kensei Kaneko. Strength estimation of silicon nitride ceramics using a round-notched specimen subjected to shearing-tool indentation[J]. AIMS Materials Science, 2020, 7(5): 518-533. doi: 10.3934/matersci.2020.5.518







 DownLoad:
DownLoad: