Citation: Antzela Fivga, Lais Galileu Speranza, Carolina Musse Branco, Miloud Ouadi, Andreas Hornung. A review on the current state of the art for the production of advanced liquid biofuels[J]. AIMS Energy, 2019, 7(1): 46-76. doi: 10.3934/energy.2019.1.46

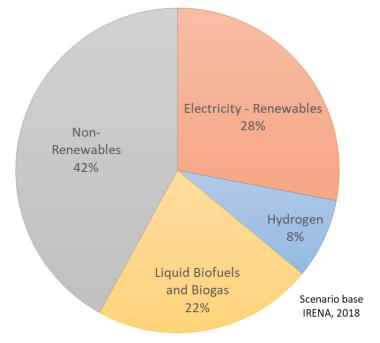
| [1] | IRENA (2018) Global energy transformation: A roadmap to 2050. Int Renew Energ Agency, Abu Dhabi. |
| [2] | IEA (2010) Sustainable production of second-generation biofuels: Potential and perspectives in major economies and developing countries. Int Energy Agency, IEA/OECD, Paris. |
| [3] |
Ho DP, Ngo HH, Guo W (2014) A mini review on renewable sources for biofuel. Bioresour Technol 169: 742–749. doi: 10.1016/j.biortech.2014.07.022

|
| [4] |
Mahmudul HM, Hagos FY, Mamat R, et al. (2017) Production, characterization and performance of biodiesel as an alternative fuel in diesel engines-a review. Renew Sust Energ Rev 72: 497–509. doi: 10.1016/j.rser.2017.01.001
|
| [5] |
Al-Mashhadani H, Fernando S (2017) Properties, performance, and applications of biofuel blends: a review. AIMS Energy 5: 735–767. doi: 10.3934/energy.2017.4.735
|
| [6] | Küüt A, Ritslaid K, Küüt K, et al. (2019) Chapter 3-State of the Art on the Conventional Processes for Ethanol Production. Ethanol, 61–101. |
| [7] |
Zabed H, Sahu JN, Suely A, et al. (2017) Bioethanol production from renewable sources: Current perspectives and technological progress. Renew Sust Energ Rev 71: 475–501. doi: 10.1016/j.rser.2016.12.076
|
| [8] |
Zabed H, Sahu JN, Boyce AN, et al. (2016) Fuel ethanol production from lignocellulosic biomass: An overview on feedstocks and technological approaches. Renew Sust Energ Rev 66: 751–774. doi: 10.1016/j.rser.2016.08.038
|
| [9] |
Zhu JY, Pan XJ (2010) Woody biomass pretreatment for cellulosic ethanol production: Technology and energy consumption evaluation. Bioresour Technol 101: 4992–5002. doi: 10.1016/j.biortech.2009.11.007
|
| [10] |
da Silva FL, de Oliveira Campos A, dos Santos DA (2018) Valorization of an agroextractive residue-Carnauba straw-for the production of bioethanol by simultaneous saccharification and fermentation (SSF). Renew Energy 127: 661–669. doi: 10.1016/j.renene.2018.05.025
|
| [11] |
Nguyen QA, Yang J, Bae HJ (2017) Bioethanol production from individual and mixed agricultural biomass residues. Ind Crop Prod 95: 718–725. doi: 10.1016/j.indcrop.2016.11.040
|
| [12] | Rana V, Eckard AD, Ahring BK (2014) Comparison of SHF and SSF of wet exploded corn stover and loblolly pine using in-house enzymes produced from T. reesei RUT C30 and A. saccharolyticus. SpringerPlus 3: 516. |
| [13] |
Dahnum D, Tasum SO, Triwahyuni E (2015) Comparison of SHF and SSF Processes Using Enzyme and Dry Yeast for Optimization of Bioethanol Production from Empty Fruit Bunch. Energy Procedia 68: 107–116. doi: 10.1016/j.egypro.2015.03.238
|
| [14] |
Cotana F, Cavalaglio G, Gelosia M, et al. (2015) A comparison between SHF and SSSF processes from cardoon for ethanol production. Ind Crop Prod 69: 424–432. doi: 10.1016/j.indcrop.2015.02.064
|
| [15] |
Gonçalves FA, Ruiz HA, da Costa Nogueira C, et al. (2014) Comparison of delignified coconuts waste and cactus for fuel-ethanol production by the simultaneous and semi-simultaneous saccharification and fermentation strategies. Fuel 131: 66–76. doi: 10.1016/j.fuel.2014.04.021
|
| [16] |
Ishola MM, Jahandideh A, Haidarian B, et al. (2013) Simultaneous saccharification, filtration and fermentation (SSFF): A novel method for bioethanol production from lignocellulosic biomass. Bioresour Technol 133: 68–73. doi: 10.1016/j.biortech.2013.01.130
|
| [17] | Liu G, Zhang Q, Li H, et al. (2017) Dry biorefining maximizes the potentials of simultaneous saccharification and co-fermentation for cellulosic ethanol production. Biotechnol Bioeng 115: 60–69. |
| [18] |
den Haan R, van Rensburg E, Rose SH, et al. (2015) Progress and challenges in the engineering of non-cellulolytic microorganisms for consolidated bioprocessing. Curr Opin Biotechnol 33: 15–22. doi: 10.1016/j.copbio.2014.09.008
|
| [19] |
Horisawa S, Ando H, Ariga O (2015) Direct ethanol production from cellulosic materials by consolidated biological processing using the wood rot fungus Schizophyllum commune. Bioresour Technol 197: 37–41. doi: 10.1016/j.biortech.2015.08.031
|
| [20] | Huang J, Chen D, Wei Y, et al. (2014) Direct ethanol production from lignocellulosic sugars and sugarcane bagasse by a recombinant Trichoderma reesei strain HJ48. Sci World J 2014: 798683. |
| [21] |
Loaces I, Schein S, Noya F (2017) Ethanol production by Escherichia coli from Arundo donax biomass under SSF, SHF or CBP process configurations and in situ production of a multifunctional glucanase and xylanase. Bioresour Technol 224: 307–313. doi: 10.1016/j.biortech.2016.10.075
|
| [22] |
Bridgwater AV (2003) Renewable Fuels and Chemicals by Thermal Processing of Biomass. Chem Eng J 91: 87–102. doi: 10.1016/S1385-8947(02)00142-0
|
| [23] |
Acharya B, Roy P, Dutta A (2014) Review of syngas fermentation processes for bioethanol. Biofuels 5: 551–564. doi: 10.1080/17597269.2014.1002996
|
| [24] | Devarapalli M, Atiyeh HK (2015) A review of conversion processes for bioethanol production with a focus on syngas fermentation. Biofuel Res J 7: 268–280. |
| [25] |
Abubackar HN, Veiga MC, Kennes C (2018) Production of acids and alcohols from syngas in a two-stage continuous fermentation process. Bioresour Technol 253: 227–234. doi: 10.1016/j.biortech.2018.01.026
|
| [26] |
Fernández-Naveira Á, Veiga MC, Kennes C (2017) Effect of pH control on the anaerobic H-B-E fermentation of syngas in bioreactors. J Chem Technol Biot 92: 1178–1185. doi: 10.1002/jctb.5232
|
| [27] |
Devarapalli M, Atiyeh HK, Phillips JR (2016) Ethanol production during semi-continuous syngas fermentation in a trickle bed reactor using Clostridium ragsdalei. Bioresour Technol 209: 56–65. doi: 10.1016/j.biortech.2016.02.086
|
| [28] |
Sun X, Atiyeh HK, Kumar A, et al. (2018) Enhanced ethanol production by Clostridium ragsdalei from syngas by incorporating biochar in the fermentation medium. Bioresour Technol 247: 291–301. doi: 10.1016/j.biortech.2017.09.060
|
| [29] |
Liu K, Atiyeh HK, Stevenson BS, et al. (2014) Continuous syngas fermentation for the production of ethanol, n-propanol and n-butanol. Bioresour Technol 151: 69–77. doi: 10.1016/j.biortech.2013.10.059
|
| [30] |
Kumar S, Cho JH, Park J, et al. (2013) Advances in diesel-alcohol blends and their effects on the performance and emissions of diesel engines. Renew Sust Energ Rev 22: 46–72. doi: 10.1016/j.rser.2013.01.017
|
| [31] |
Elfasakhany A (2017) Investigations on performance and pollutant emissions of spark-ignition engines fueled with n-butanol-, isobutanol-, ethanol-, methanol-, and acetone-gasoline blends: A comparative study. Renew Sust Energ Rev 71: 404–413. doi: 10.1016/j.rser.2016.12.070
|
| [32] |
Xue C, Zhang X, Wang J, et al. (2017) The advanced strategy for enhancing biobutanol production and high-efficient product recovery with reduced wastewater generation. Biotechnol Biofuels 10: 148. doi: 10.1186/s13068-017-0836-7
|
| [33] |
Xue C, Zhao J, Chen L (2017) Recent advances and state-of-the-art strategies in strain and process engineering for biobutanol production by Clostridium acetobutylicum. Biotechnol Adv 35: 310–322. doi: 10.1016/j.biotechadv.2017.01.007
|
| [34] |
Suresh M, Jawahar CP, Richard A (2018) A review on biodiesel production, combustion, performance, and emission characteristics of non-edible oils in variable compression ratio diesel engine using biodiesel and its blends. Renew Sust Energ Rev 92: 38–49. doi: 10.1016/j.rser.2018.04.048
|
| [35] |
Saluja RS, Kumar V, Sham R (2016) Stability of biodiesel-a review. Renew Sust Energ Rev 62: 866–881. doi: 10.1016/j.rser.2016.05.001
|
| [36] |
Knothe G, Razon LF (2017) Biodiesel fuels. Prog Energ Combust 58: 36–59. doi: 10.1016/j.pecs.2016.08.001
|
| [37] |
Abdullah SHYS, Hanapi NHM, Azid A, et al. (2017) A review of biomass-derived heterogeneous catalyst for a sustainable biodiesel production. Renew Sust Energ Rev 70: 1040–1051. doi: 10.1016/j.rser.2016.12.008
|
| [38] |
Islam A, Taufiq-Yap YH, Chan ES, et al. (2014) Advances in solid-catalytic and non-catalytic technologies for biodiesel production. Energ Convers Manage 88: 1200–1218. doi: 10.1016/j.enconman.2014.04.037
|
| [39] |
Okoro OV, Sun Z, Birch J (2018) Catalyst-Free Biodiesel Production Methods: A Comparative Technical and Environmental Evaluation. Sustainability 10: 127. doi: 10.3390/su10010127
|
| [40] |
Othman MF, Adam A, Najafi G, et al. (2017) Green fuel as alternative fuel for diesel engine: A review. Renew Sust Energ Rev 80: 694–709. doi: 10.1016/j.rser.2017.05.140
|
| [41] |
Vonortas A, Papayannakos N (2014) Comparative analysis of biodiesel versus green diesel. Wiley Interdiscip Rev Energy Environ 3: 3–23. doi: 10.1002/wene.78
|
| [42] |
Manchanda T, Tyagi R, Sharma DK (2018) Comparison of fuel characteristics of green (renewable) diesel with biodiesel obtainable from algal oil and vegetable oil. Energy Sources Part A 40: 54–59. doi: 10.1080/15567036.2017.1405109
|
| [43] |
Shamsul NS, Kamarudin SK, Rahman NA, et al. (2014) An overview on the production of bio-methanol as potential renewable energy. Renew Sust Energ Rev 33: 578–588. doi: 10.1016/j.rser.2014.02.024
|
| [44] | Minteer SD (2011) Biochemical production of other bioalcohols: Biomethanol, biopropanol, bioglycerol, and bioethylene glycol, In: Rafael Luque, Juan Campelo, James Clark (Editors.), Handbook of Biofuels Production, Woodhead Publishing 11: 258–265. |
| [45] | Dalena F, Senatore A, Marino A, et al. (2018) Methanol Production and Applications: An Overview. Methanol 1: 3–28. |
| [46] |
Iaquaniello G, Centi G, Salladini A, et al. (2017) Waste-to-methanol: Process and economics assessment. Bioresour Technol 243: 611–619. doi: 10.1016/j.biortech.2017.06.172
|
| [47] |
Svanberg M, Ellis J, Lundgren J, et al. (2018) Renewable methanol as a fuel for the shipping industry. Renew Sust Energ Rev 94: 1217–1228. doi: 10.1016/j.rser.2018.06.058
|
| [48] |
Schmitz N, Burger J, Ströfer E (2016) From methanol to the oxygenated diesel fuel poly(oxymethylene) dimethyl ether: An assessment of the production costs. Fuel 185: 67–72. doi: 10.1016/j.fuel.2016.07.085
|
| [49] |
Park SH, Lee CS (2014) Applicability of dimethyl ether (DME) in a compression ignition engine as an alternative fuel. Energ Convers Manage 86: 848–863. doi: 10.1016/j.enconman.2014.06.051
|
| [50] |
Lautenschütz L, Oestreich D, Seidenspinner P, et al. (2016) Physico-chemical properties and fuel characteristics of oxymethylene dialkyl ethers. Fuel 173: 129–137. doi: 10.1016/j.fuel.2016.01.060
|
| [51] |
Thomas G, Feng B, Veeraragavan A (2014) Emissions from DME combustion in diesel engines and their implications on meeting future emission norms: A review. Fuel Process Technol 119: 286–304. doi: 10.1016/j.fuproc.2013.10.018
|
| [52] |
Kim HJ, Park SH (2016) Optimization study on exhaust emissions and fuel consumption in a dimethyl ether (DME) fueled diesel engine. Fuel 182: 541–549. doi: 10.1016/j.fuel.2016.06.001
|
| [53] |
Bîldea CS, Győrgy R, Brunchi CC, et al. (2017) Optimal design of intensified processes for DME synthesis. Comput Chem Eng 105: 142–151. doi: 10.1016/j.compchemeng.2017.01.004
|
| [54] |
Azizi Z, Rezaeimanesh M, Tohidian T, et al. (2014) Dimethyl ether: A review of technologies and production challenges. Chem Eng Process 82: 150–172. doi: 10.1016/j.cep.2014.06.007
|
| [55] |
Baranowski CJ, Bahmanpour AM, Kröcher O (2017) Catalytic synthesis of polyoxymethylene dimethyl ethers (OME): A review. Appl Catal B-Environ 217: 407–420. doi: 10.1016/j.apcatb.2017.06.007
|
| [56] |
Parvez AM, Wu T, Li S, et al. (2018) Bio-DME production based on conventional and CO2-enhanced gasification of biomass: A comparative study on exergy and environmental impacts. Biomass Bioenerg 110: 105–113. doi: 10.1016/j.biombioe.2018.01.016
|
| [57] |
Mythili R, Venkatachalam P, Subramanian P (2013) Characterization of bioresidues for bio-oil production through pyrolysis. Bioresour Technol 138: 71–78. doi: 10.1016/j.biortech.2013.03.161
|
| [58] |
Mosier N, Wyman C, Dale B, et al. (2005) Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour Technol 96: 673–686. doi: 10.1016/j.biortech.2004.06.025
|
| [59] |
Czernik S, Bridgwater AV (2004) Overview of applications of biomass fast pyrolysis oil. Energ Fuel 18: 590–598. doi: 10.1021/ef034067u
|
| [60] |
Oasmaa A, Czernik S (1999) Fuel Oil Quality of Biomass Pyrolysis Oils: State of the Art for the End Users. Energ Fuel 13: 914–921. doi: 10.1021/ef980272b
|
| [61] |
Lehto J, Oasmaa A, Solantausta Y, et al. (2014) Review of fuel oil quality and combustion of fast pyrolysis bio-oils from lignocellulosic biomass. Appl Energ 116: 178–190. doi: 10.1016/j.apenergy.2013.11.040
|
| [62] | Hornung A, Apfelbacher A, Sagi S (2011) Intermediate pyrolysis: A sustainable biomass-to-energy concept-Biothermal valorisation of biomass (BtVB) process. J Sci Ind Res 70: 664–667. |
| [63] |
Bridgwater AV (2012) Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenerg 38: 68–94. doi: 10.1016/j.biombioe.2011.01.048
|
| [64] |
Gollakota ARK, Kishore N, Gu S (2018) A review on hydrothermal liquefaction of biomass. Renew Sust Energ Rev 81: 1378–1392. doi: 10.1016/j.rser.2017.05.178
|
| [65] | Huang YF, Chiueh PT, Lo SL (2016) A review on microwave pyrolysis of lignocellulosic biomass. Sust Environ Res 26: 103–109. |
| [66] |
Furimsky E (2000) Catalytic hydrodeoxygenation. Appl Catal A-Gen 199: 147–190. doi: 10.1016/S0926-860X(99)00555-4
|
| [67] |
Gollakota ARK, Reddy M, Subramanyam MD, et al. (2016) A review on the upgradation techniques of pyrolysis oil. Renew Sust Energ Rev 58: 1543–1568. doi: 10.1016/j.rser.2015.12.180
|
| [68] |
Bridgwater AV (2012) Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenerg 38: 68–94. doi: 10.1016/j.biombioe.2011.01.048
|
| [69] | Elliott D, Baker E (1983) Biomass Liquefaction Product Analysis and Upgrading. Pacific Northwest Lab: Richland, WA, USA. |
| [70] | Baker EG, Elliott DC (1988) Catalytic hydrotreating of biomass derived oils, In: Soltes J, Milne TA, Pyrolysis oils from biomass e producing, analysing and upgrading, 228–240. |
| [71] |
Elliott DC, Hart TR, Neuenschwander GG, et al. (2012) Catalytic hydroprocessing of fast pyrolysis bio-oil from pine sawdust. Energ Fuel 26: 3891–3896. doi: 10.1021/ef3004587
|
| [72] |
Wildschut J, Mahfud FH, Venderbosch RH (2009) Hydrotreatment of Fast Pyrolysis Oil Using Heterogeneous Noble-Metal Catalysts. Ind Eng Chem Res 48: 10324–10334. doi: 10.1021/ie9006003
|
| [73] | Chaiwat W, Gunawan R, Gholizadeh M, et al. (2013) Upgrading of bio-oil into advanced biofuels and chemicals. Part II. Importance of holdup of heavy species during the hydrotreatment of bio-oil in a continuous packed-bed catalytic reactor. Fuel 112: 302–310. |
| [74] |
Wildschut J, Melian-Cabrera I, Heeres HJ (2010) Catalyst studies on the hydrotreatment of fast pyrolysis oil. Appl Catal B-Environ 99: 298–306. doi: 10.1016/j.apcatb.2010.06.036
|
| [75] |
Oh S, Choi HS, Choi IG, et al. (2017) Evaluation of hydrodeoxygenation reactivity of pyrolysis bio-oil with various Ni-based catalysts for improvement of fuel properties. RSC Adv 7: 15116–15126. doi: 10.1039/C7RA01166K
|
| [76] |
Xu Y, Wang T, Ma L, et al. (2010) Upgrading of the liquid fuel from fast pyrolysis of biomass over MoNi/γ-Al2O3 catalysts. Appl Energ 87: 2886–2891. doi: 10.1016/j.apenergy.2009.10.028
|
| [77] |
Cheng S, Wei L, Julson J, et al. (2017) Upgrading pyrolysis bio-oil through hydrodeoxygenation (HDO) using non-sulfided Fe-Co/SiO2 catalyst. Energ Convers Manage 150: 331–342. doi: 10.1016/j.enconman.2017.08.024
|
| [78] | Guo C, Rao KTV, Reyhanitash E, et al. (2016) Novel inexpensive transition metal phosphide catalysts for upgrading of pyrolysis oil via hydrodeoxygenation. React Eng Kinet Catal 62: 3664–3672. |
| [79] |
Guo C, Rao KTV, Yuan Z (2018) Hydrodeoxygenation of fast pyrolysis oil with novel activated carbon-supported NiP and CoP catalysts. Chem Eng Sci 178: 248–259. doi: 10.1016/j.ces.2017.12.048
|
| [80] | Bridgwater AV (2012) Upgrading biomass fast pyrolysis liquids. TC-Biomass 2011 Special Issue. |
| [81] |
Williams PT, Horne PA (1995) The influence of catalyst regeneration on the composition of zeolite-upgraded biomass pyrolysis oils. Fuel 74: 1839–1851. doi: 10.1016/0016-2361(95)80017-C
|
| [82] |
Williams PT, Nugranad N (2000) Comparison of products from the pyrolysis and catalytic pyrolysis of rice husks. Energy 25: 493–513. doi: 10.1016/S0360-5442(00)00009-8
|
| [83] |
Li HY, Yan YJ, Ren ZW (2008) Online upgrading of organic vapours from the fast pyrolysis of biomass. J Fuel Chem Technol 36: 666–671. doi: 10.1016/S1872-5813(09)60002-5
|
| [84] |
Iisa K, French RJ, Orton KA, et al. (2017) Production of low-oxygen bio-oil via ex situ catalytic fast pyrolysis and hydrotreating. Fuel 207: 413–422. doi: 10.1016/j.fuel.2017.06.098
|
| [85] |
Williams PT, Horne PA (1995) The influence of catalyst type on the composition of upgraded biomass pyrolysis oils. J Anal Appl Pyrol 31: 39–61. doi: 10.1016/0165-2370(94)00847-T
|
| [86] |
Antonakou E, Lappas A, Nilsen MH, et al. (2006) Evaluation of various types of Al-MCM-41 materials as catalysts in biomass pyrolysis for the production of bio-fuels and chemicals. Fuel 85: 2202–2212. doi: 10.1016/j.fuel.2006.03.021
|
| [87] |
Nokkosmäki MI, Kuoppala ET, Leppämäki EA, et al. (1998) A novel test method for cracking catalysts. J Anal Appl Pyrol 44: 193–204. doi: 10.1016/S0165-2370(97)00080-6
|
| [88] |
Pütün E (2010) Catalytic pyrolysis of biomass: Effects of pyrolysis temperature, sweeping gas flow rate and MgO catalyst. Energy 35: 2761–2766. doi: 10.1016/j.energy.2010.02.024
|
| [89] | Sitzmann J (2009) Upgrading of fast pyrolysis oils by hot filtration, Available from: https://research.aston.ac.uk/portal/en/theses/upgrading-of-fast-pyrolysis-oils-by-hot-filtration(28597c38-605b-44a3-917c-3748fa8da8ab).html. |
| [90] |
Xiu S, Shahbazi A (2012) Bio-oil production and upgrading research: A review. Renew Sust Energ Rev 16: 4406–4414. doi: 10.1016/j.rser.2012.04.028
|
| [91] |
Baloch HA, Nizamuddin S, Siddiqui MTH, et al. (2018) Recent advances in production and upgrading of bio-oil from biomass: A critical overview. J Environ Chem Eng 6: 5101–5118. doi: 10.1016/j.jece.2018.07.050
|
| [92] |
Wang JJ, Chang J, Fan J (2010) Upgrading of Bio-oil by Catalytic Esterification and Determination of Acid Number for Evaluating Esterification Degree. Energ Fuel 24: 3251–3255. doi: 10.1021/ef1000634
|
| [93] |
Liu Y, Li Z, Leahy JJ (2015) Catalytically Upgrading Bio-oil via Esterification. Energ Fuel 29: 3691–3698. doi: 10.1021/acs.energyfuels.5b00163
|
| [94] |
Wu L, Hu X, Wang S (2018) Acid-treatment of bio-oil in methanol: The distinct catalytic behaviours of a mineral acid catalyst and a solid acid catalyst. Fuel 212: 412–421. doi: 10.1016/j.fuel.2017.10.049
|
| [95] |
Lin BJ, Chen WH, Budzianowski WM, et al. (2016) Emulsification analysis of bio-oil and diesel under various combinations of emulsifiers. Appl Energ 178: 746–757. doi: 10.1016/j.apenergy.2016.06.104
|
| [96] |
Gutiérrez-Antonio C, Gómez-Castro FI, de Lira-Flores JA, et al. (2017) A review on the production processes of renewable jet fuel. Renew Sust Energ Rev 79: 709–729. doi: 10.1016/j.rser.2017.05.108
|
| [97] | UOP Honeywell (2017) Honeywell Green Jet Fuel. Available from: https://www.uop.com/processing-solutions/renewables/green-jet-fuel/ [accessed October 31, 2018]. |
| [98] |
Robota HJ, Alger JC, Shafer L (2013) Converting Algal Triglycerides to Diesel and HEFA Jet Fuel Fractions. Energ Fuel 27: 985–996. doi: 10.1021/ef301977b
|
| [99] |
Choi IH, Lee JS, Kim CU, et al. (2018) Production of bio-jet fuel range alkanes from catalytic deoxygenation of Jatropha fatty acids on a WOx/Pt/TiO2 catalyst. Fuel 215: 675–685. doi: 10.1016/j.fuel.2017.11.094
|
| [100] |
Zhao X, Wei L, Julson J, et al. (2015) Catalytic cracking of non-edible sunflower oil over ZSM-5 for hydrocarbon bio-jet fuel. New Biotechnol 32: 300. doi: 10.1016/j.nbt.2015.01.004
|
| [101] |
Liu S, Zhu Q, Guan Q, et al. (2015) Bio-aviation fuel production from hydroprocessing castor oil promoted by the nickel-based bifunctional catalysts. Bioresour Technol 183: 93–100. doi: 10.1016/j.biortech.2015.02.056
|
| [102] |
Li T, Cheng J, Huang R, et al. (2015) Conversion of waste cooking oil to jet biofuel with nickel-based mesoporous zeolite Y catalyst. Bioresour Technol 197: 289–294. doi: 10.1016/j.biortech.2015.08.115
|
| [103] |
Toba M, Abe Y, Kuramochi H, et al. (2011) Hydrodeoxygenation of waste vegetable oil over sulfide catalysts. Catal Today 164: 533–537. doi: 10.1016/j.cattod.2010.11.049
|
| [104] |
Tijmensen MJA, Faaij APC, Hamelinck CN (2002) Exploration of the possibilities for production of Fischer-Tropsch liquids and power via biomass gasification. Biomass Bioenerg 23: 129–152. doi: 10.1016/S0961-9534(02)00037-5
|
| [105] |
Larson ED, Jin H, Celik FE (2009) Large-scale gasification-based co-production of fuels and electricity from switchgrass. Biofuels Bioprod Biorefin 3: 174–194. doi: 10.1002/bbb.137
|
| [106] |
Hamelinck CN, Faaij APC, den Uil H, et al. (2004) Production of FT transportation fuels from biomass; technical options, process analysis and optimization, and development potential. Energy 29: 1743–1771. doi: 10.1016/j.energy.2004.01.002
|
| [107] | Choudhury HA, Chakma S, Moholkar VS (2015) Chapter 14-Biomass Gasification Integrated Fischer-Tropsch Synthesis: Perspectives, Opportunities and Challenges, In: Pandey A, Bhaskar T, Stöcker M, Sukumaran RK (Editors.), Recent Advances in Thermo-Chemical Conversion of Biomass, Elsevier, Boston, 383–435. |
| [108] |
Susastriawan AAP, Saptoadi H (2017) Small-scale downdraft gasifiers for biomass gasification: A review. Renew Sust Energ Rev 76: 989–1003. doi: 10.1016/j.rser.2017.03.112
|
| [109] |
Dry ME (2004) Present and future applications of the Fischer-Tropsch process. Appl Catal A-Gen 276: 1–3. doi: 10.1016/j.apcata.2004.08.014
|
| [110] |
den Breejen JP, Sietsma JRA, Friedrich H, et al. (2010) Design of supported of cobalt catalysts with maximum activity for the Fischer-Tropsch synthesis. J Catal 270: 146–152. doi: 10.1016/j.jcat.2009.12.015
|
| [111] |
Davis BH (2009) Fischer-Tropsch synthesis: Reaction mechanisms for iron catalysts. Catal Today 141: 25–33. doi: 10.1016/j.cattod.2008.03.005
|
| [112] | Subiranas M, Schaub A (2007) Combining Fischer-Tropsch (FT) and hydrocarbon reactions under FT reaction conditions-Catalyst and reactor studies with Co or Fe and Pt/ZSM-5. Int J Chem React Eng 5: A78. |
| [113] |
Rosyadi E, Priyanto U, Roesyadi A, et al. (2011) Biofuel production by hydrocracking of biomass FT wax over NiMo/Al2O3-SiO2 catalyst. J Jpn Inst Energy 90: 1171–1176. doi: 10.3775/jie.90.1171
|
| [114] |
Hillestad M, Ostadi M, Alamo Serrano Gd (2018) Improving carbon efficiency and profitability of the biomass to liquid process with hydrogen from renewable power. Fuel 234: 1431–1451. doi: 10.1016/j.fuel.2018.08.004
|
| [115] | Viguié JC, Ullrich N, Porot P, et al. (2013) BioTfueL project: Targeting the development of second-generation biodiesel and biojet fuels. Oil Gas Sci Technol 68: 953–946. |
| [116] |
Hanaoka T, Miyazawa T, Shimura K, et al. (2015) Jet fuel synthesis in hydrocracking of Fischer-Tropsch product over Pt-loaded zeolite catalysts prepared using microemulsions. Fuel Process Technol 129: 139–146. doi: 10.1016/j.fuproc.2014.09.011
|
| [117] | LanzaTech (2018) UK Government Grant to Develop World First Waste Carbon to Jet Fuel Project. Available from: http://www.lanzatech.com/lanzatech-virgin-atlantic-secure-uk-government-grant-develop-world-first-waste-carbon-jet-fuel-project-uk/ [assessed November 1, 2018]. |
| [118] |
de Freitas LC, Kanekov S (2011) Ethanol demand under the flex-fuel technology regime in Brazil. Energy Economics 33:1146-1154. doi: 10.1016/j.eneco.2011.03.011
|
| [119] |
Hamelinck CN, Faaij APC (2006) Outlook for advanced biofuels. Energ Policy 34: 3268–3283. doi: 10.1016/j.enpol.2005.06.012
|
| [120] |
Carriquiry MA, Du X, Timilsina GR (2011) Second generation biofuels: Economics and policies. Energ Policy 39: 4222–4234. doi: 10.1016/j.enpol.2011.04.036
|
| [121] |
Fivga A, Dimitriou I (2018) Pyrolysis of plastic waste for production of heavy fuel substitute: A techno-economic assessment. Energy 149: 865–874. doi: 10.1016/j.energy.2018.02.094
|
| [122] | Global Syngas Technologies Council. Available from: https://www.globalsyngas.org/resources/the-gasification-industry/ [assessed November 1, 2018]. |

Figures(6) / Tables(7)

Antzela Fivga, Lais Galileu Speranza, Carolina Musse Branco, Miloud Ouadi, Andreas Hornung. A review on the current state of the art for the production of advanced liquid biofuels[J]. AIMS Energy, 2019, 7(1): 46-76. doi: 10.3934/energy.2019.1.46







 DownLoad:
DownLoad: