Citation: Giovanni Di Girolamo, Alida Brentari, Emanuele Serra. Some recent findings on the use of SEM-EDS in microstructural characterisation of as-sprayed and thermally aged porous coatings: a short review[J]. AIMS Materials Science, 2016, 3(2): 404-424. doi: 10.3934/matersci.2016.2.404

| [1] | Davis JR (2004) In: Coutsouranis D (Ed.), Handbook of thermal spray technology. ASM International, Materials Park, OH. |
| [2] | National Research Council (1996) Coatings for high-temperature applications: trends and opportunities. National Academy of Sciences, Washington DC. |
| [3] | Zhou D, Miller RA (2002) Thermal conductivity and sintering behaviour of advanced thermal barrier coatings, 26th Annual Conference on Advanced Ceramics and Composites, American Ceramic Society. Cocoa Beach, Florida, January 13–18. |
| [4] |
Hutchinson JW, Evans AG (2002) On the delamination of thermal barrier coating in a thermal gradient. Surf Coat Technol 149: 179–184. doi: 10.1016/S0257-8972(01)01451-7

|
| [5] |
Evans AG, Mumm DR, Hutchinson JW, et al. (2001) Mechanisms controlling the durability of thermal barrier coatings. Progress Mater Sci 46: 505–553. doi: 10.1016/S0079-6425(00)00020-7
|
| [6] |
Amsellen O, Borit F, Jeulin D, et al. (2013) Best paper in journal of thermal spray technology: 3D analysis in microstructure of thermal spray coatings. Metallogr Microstruct Anal 2: 196–201. doi: 10.1007/s13632-013-0077-5
|
| [7] | Kulkarni AA, Goland A, Herma H, et al. (2004) Advanced microstructural characterization of plasma-sprayed zirconia coatings over extended length scales. J Therm Spray Technol 14: 239–250. |
| [8] |
Juzkova R, Ctibor P, Benes V (2004) Analysis of porous structure in plasma-sprayed coating. Image Anal Stereol 23: 45–52. doi: 10.5566/ias.v23.p45-52
|
| [9] |
Zhao Y, Shinmi A, Zhao X, et al. (2012) Investigation of interfacial properties of atmospheric plasma sprayed thermal barrier coatings with four-point bending and computed tomography technique. Surf Coat Technol 206: 4922–4929. doi: 10.1016/j.surfcoat.2012.05.099
|
| [10] | Espargallas N (Ed.) (2015) Future development of thermal spray coatings. Types, design, manufacture and applications (2015) Woodhead Publishing. |
| [11] | Cetegen BM, Yu W (1999) In-situ particle temperature, velocity and size measurements in DC arc plasma thermal sprays. J Therm Spray Technol 8: 57–67. |
| [12] |
Qiao Y, Fischer TE, Dent A (2003) The effect of fuel chemistry and feedstock powder on the mechanical and tribological properties of HVOF thermal-sprayed WC-Co coatings with very fine structures. Surf Coat Technol 172: 24–41. doi: 10.1016/S0257-8972(03)00242-1
|
| [13] | Singh H, Sidu TS, Kalsi SBS (2012) Cold spray technology: future of coating deposition processes. Frattura ed Integrità Strutturale 22: 69–84. |
| [14] | Moridi A, Hassani-Gangaraj SM, Guagliano M, et al. (2014) Cold spray coating: review of material systems and future perspectives. Surf Eng 36:369–395. |
| [15] | Morsi MS, Abd El Gwad SA, Shoeib MA, et al. (2012) Effect of air plasma sprays parameters on coating performance in zirconia-based thermal barrier coatings. Int J Electrochem Sci 7: 2811–2831. |
| [16] |
Chen Z, Yuan F, Wang Z, et al. (2007) The oxide scale formation and evolution on detonation gun sprayed NiCrAlY coatings during isothermal oxidation. Mater Trans 48: 2695–2702. doi: 10.2320/matertrans.MRA2007091
|
| [17] |
Curry N, Van Every K, Snyder T, et al. (2015) Performance testing of suspension plasma sprayed thermal barrier coatings produced with varied suspension parameters. Coatings 5: 338–356. doi: 10.3390/coatings5030338
|
| [18] | Wang C, Wang I, Wang L, et al (2014) Nanocomposite lanthanum zirconate thermal barrier coating deposited by suspension plasma spray process. J Therm Spray Technol 7: 1030–1036. |
| [19] |
Jordan EH, Xie L, Gell M, et al. (2004) Superior thermal barrier coating using solution precursor plasma spray. J Therm Spray Technol 13: 57–65. doi: 10.1007/s11666-004-0050-6
|
| [20] | Yuan J, Zhan Q, Huang J, et al. (2013) Dercaburization mechanisms of WC-Co during thermal spraying: insights from controlled carbon loss and microstructure characterisation. Mater Chem Phys 142: 165–171. |
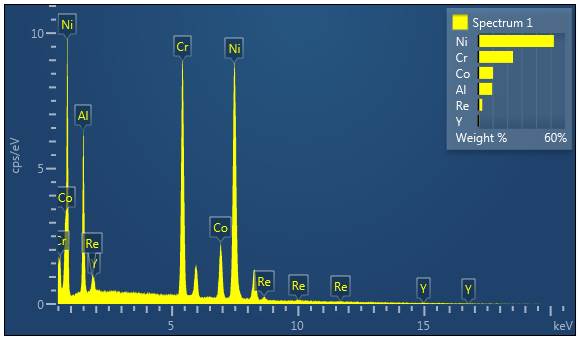
| [21] | Di Girolamo G, Brentari A, Blasi C, et al. (2014) High-temperature oxidation and oxide scale formation in plasma-sprayed CoNiCrAlYRe coatings. Metall Mater Trans 45A: 5362–5370. |
| [22] |
He J, Schoenung JM (2002) Nanostructured coatings. Mater Sci Eng A 336: 274–319. doi: 10.1016/S0921-5093(01)01986-4
|
| [23] | Gell M, Jordan EH, Sohn YH, et al. (2001) Development and implementation of plasma sprayed nanostructured ceramic coatings. Surf Coat Technol 146–147: 48–54. |
| [24] |
Shaw LL, Goberman D, Ren R, et al. (2000) The dependency of microstructure and properties of nanostructured coatings on plasma spray conditions. Surf Coat Technol 130: 1–8. doi: 10.1016/S0257-8972(00)00673-3
|
| [25] |
Lamuta C, Di Girolamo G, Pagnotta L (2015) Microstructural, mechanical and tribological properties of nanostructured YSZ coatings produced with different APS process parameters. Ceram Int 41: 8904–8914. doi: 10.1016/j.ceramint.2015.03.148
|
| [26] |
Di Girolamo G, Marra F, Pilloni L, et al. (2013) Microstructure and wear behaviour of plasma sprayed nanostructured WC-Co coatings. Int J Appl Ceram Technol 10: 60–71. doi: 10.1111/j.1744-7402.2011.02734.x
|
| [27] |
Di Girolamo G, Marra F, Schioppa M, et al. (2015) Evolution of microstructural and mechanical properties of lanthanum zirconate thermal barrier coatings at high temperature. Surf Coat Technol 268: 298–302. doi: 10.1016/j.surfcoat.2014.07.067
|
| [28] |
Bengtsson P, Johannesson T (1995) Characterisation of microstructural defects in plasma-sprayed thermal barrier coatings. J Therm Spray Technol 4: 245–251. doi: 10.1007/BF02646967
|
| [29] | Nakamura T, Qian G, Berndt CC (2000) Effects of pores on mechanical properties of plasma-sprayed ceramic coating. J Am Ceram Soc 83: 578–584. |
| [30] |
Shibata M, Kuroda S, Muramaki H, et al. (2006) Comparison of microstructure and oxidation behaviour of CoNiCrAlY bond coatings prepared by different thermal spray processes. Mater Trans 47:1638–1642. doi: 10.2320/matertrans.47.1638
|
| [31] | Fossati A, Di Ferdinando M, Lavacchi A, et al. (2011) Improvement of the oxidation resistance of CoNiCrAlY bond coats sprayed by high velocity oxygen-fuel onto nickel superalloy substrate. Coatings 1: 3–16. |
| [32] | Di Girolamo G, Marra F, Blasi C, et al. (2010) Microstructure, mechanical properties and thermal shock resistance of plasma sprayed nanostructured zirconia coatings. Ceram Int 37: 2711–2717. |
| [33] |
Lima RS, Marple BR (2007) Thermal spray coatings engineered from nanostructured ceramic agglomerated powders for structural, thermal barrier and biomedical applications: a review. J Therm Spray Technol 16: 40–63. doi: 10.1007/s11666-006-9010-7
|
| [34] | Lima RS, Marple BR (2006) Nanostructured abradable coatings for high temperature applications. Thermal Spray 2006: proceedings of the International Thermal Spray Conference. May 15-18, Seattle, Washington, 775–780. |
| [35] |
Lima RS, Kucuk A, Berndt CC (2002) Bimodal distribution of mechanical properties on plasma sprayed nanostructured partially stabilized zirconia. Mater Sci Eng A 327: 224–232. doi: 10.1016/S0921-5093(01)01530-1
|
| [36] |
Sanchez E, Bannier E, Salvador MD, et al. (2010) Microstructure and wear behaviour of conventional and nanostructured plasma-sprayed WC-Co coatings. J Therm Spray Technol 19: 964–974. doi: 10.1007/s11666-010-9480-5
|
| [37] |
Zhao XQ, Zhou HD, Chen JM (2006) Comparative study of the friction and wear behaviour of plasma sprayed conventional and nanostructured WC-12%Co coatings on stainless steel. Mater Sci Eng A 431: 290–297. doi: 10.1016/j.msea.2006.06.009
|
| [38] |
Shipway PH, McChartney DG, Sudaprasert T (2005) Sliding wear behaviour of conventional and nanostructured HVOF sprayed WC-Co coatings. Wear 259: 820–827. doi: 10.1016/j.wear.2005.02.059
|
| [39] |
Di Girolamo G, Pilloni L, Marra F, et al. (2009) Tribological characterisation of WC-Co plasma sprayed coatings. J Am Ceram Soc 92: 1118–1124. doi: 10.1111/j.1551-2916.2009.03023.x
|
| [40] |
Rabiei A, Evans AG (2000) Failure mechanisms associated with the thermally grown oxide in plasma-sprayed thermal barrier coatings. Acta Mater 48: 3963–3976. doi: 10.1016/S1359-6454(00)00171-3
|
| [41] | Keyvani A, Saremi M, Heydarzadeh SM (2011) Oxidation resistance of YSZ-alumina composites compared to normal YSZ TBC coatings at 1100 °C. J Alloys Compd 509: 8370–8377. |
| [42] |
Lima RS, Marple BR (2008) Nanostructured YSZ thermal barrier coatings engineered to counteract sintering effects. Mater Sci Eng A 485: 182–193. doi: 10.1016/j.msea.2007.07.082
|
| [43] | Alfano M, Di Girolamo G, Pagnotta L, et al. (2010) The influence of high temperature sintering on microstructure and mechanical properties of APS CeO2-Y2O3-ZrO2 coatings. J Mater Sci 45: 2662–2669. |
| [44] |
Chen H, Gao Y, Tao S, et al. (2009) Thermophysical properties of lanthanum zirconate coating prepared by plasma spraying and the influence of post-annealing. J Alloys Compd 486: 391–399. doi: 10.1016/j.jallcom.2009.06.162
|
| [45] |
Haynes JA, Ferber MK, Porter WD (2000) Thermal cycling behaviour of plasma-sprayed thermal barrier coatings with various MCrAlX bond coats. J Therm Spray Technol 9: 38–48. doi: 10.1361/105996300770350041
|
| [46] | Liang B, Ding C (2005) Thermal shock resistance of nanostructured and conventional zirconia coatings deposited by atmospheric plasma spraying. Surf Coat Technol 197: 185–192. |



Figures(21)

Giovanni Di Girolamo, Alida Brentari, Emanuele Serra. Some recent findings on the use of SEM-EDS in microstructural characterisation of as-sprayed and thermally aged porous coatings: a short review[J]. AIMS Materials Science, 2016, 3(2): 404-424. doi: 10.3934/matersci.2016.2.404







 DownLoad:
DownLoad: